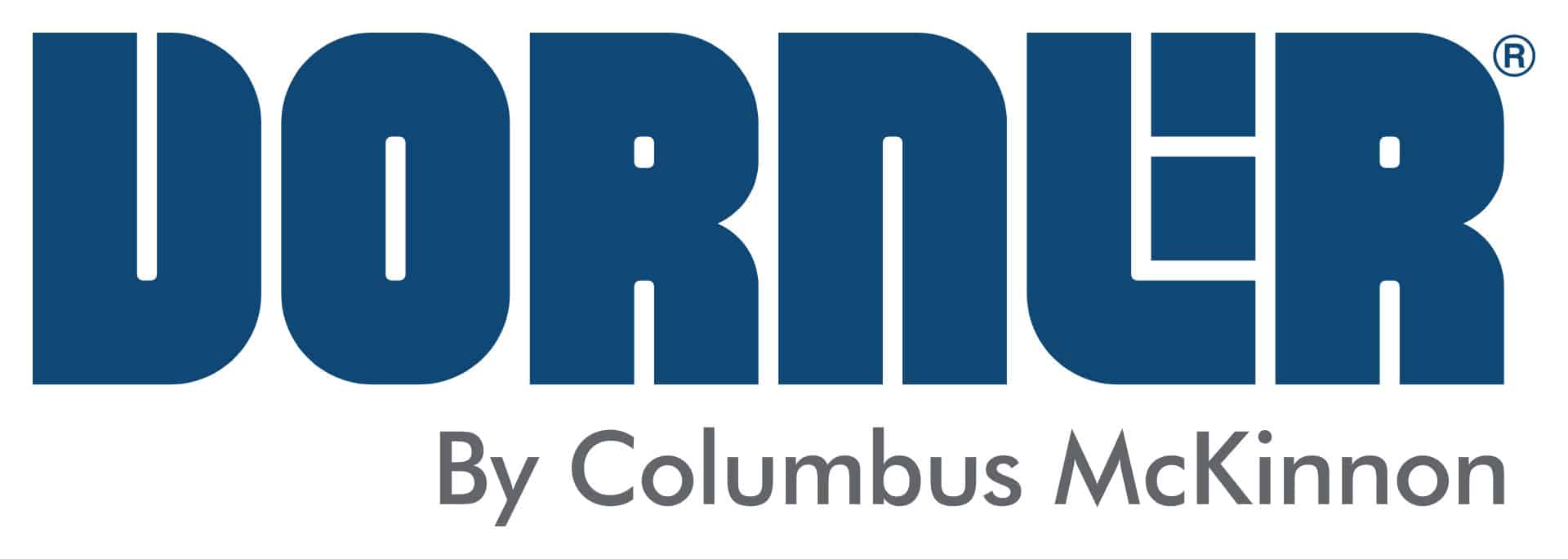
There are various types of conveyor materials, each suitable for specific requirements and applications. Here are some key conveyor materials: Fabric Conveyors: These conveyors are flexible and allow for small roller diameters, simplifying integration and product handling. They come in various weights and materials, with woven and non-woven variants.
Fabric Conveyor Belts are used in a variety of applications, from lightweight to heavy-duty processing in industries such as material transport, automation, and FDA-compliant food processing.
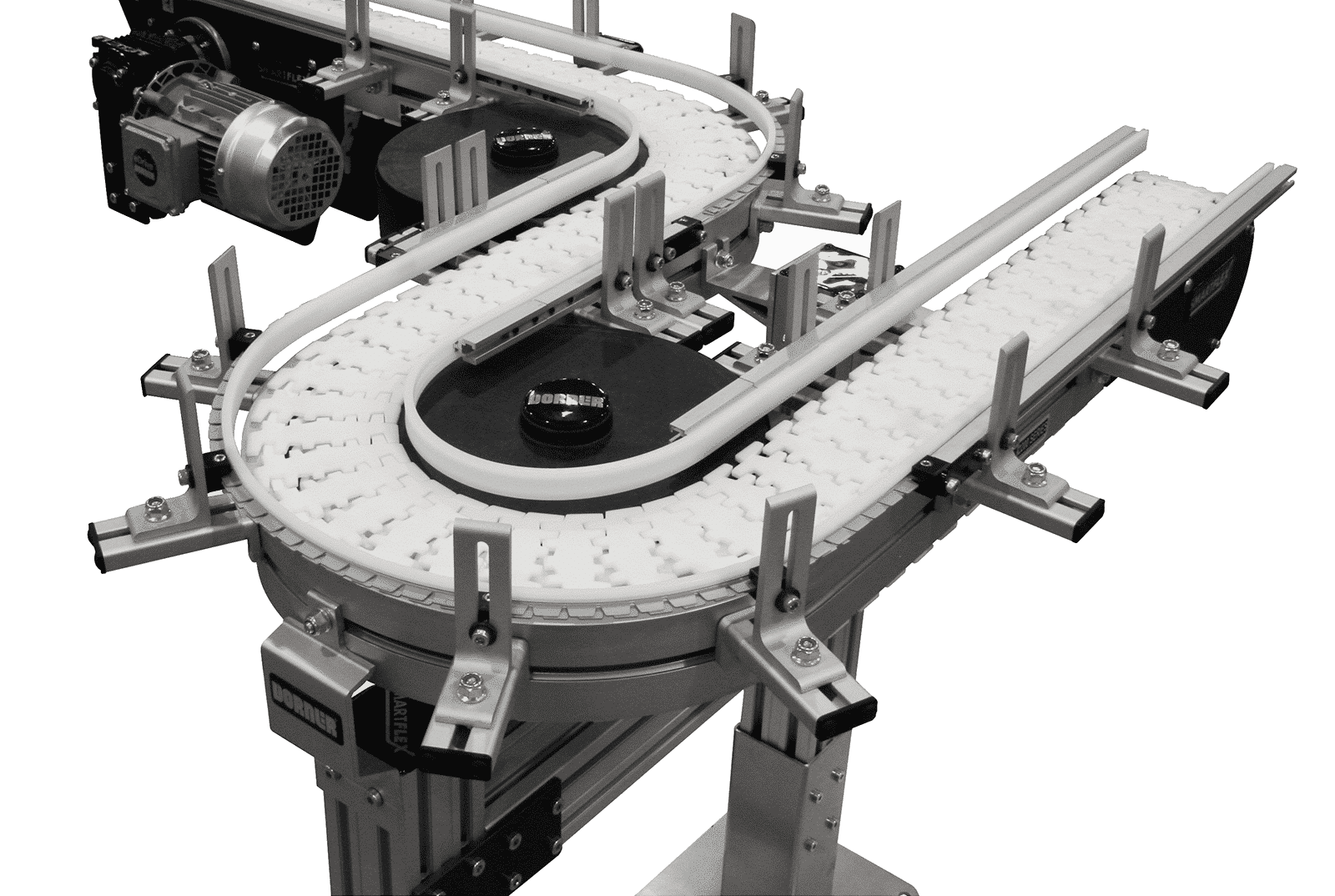
Modular Conveyor Belts: Made of plastic, these conveyors are durable, easy to clean and disinfect, and simple to maintain and repair. They prevent fraying, delamination, and connecting. Chain conveyors find applications in industries like bakery, food processing, manufacturing, and more. They can be available in different configurations such as hinge belt and mat chain belt.
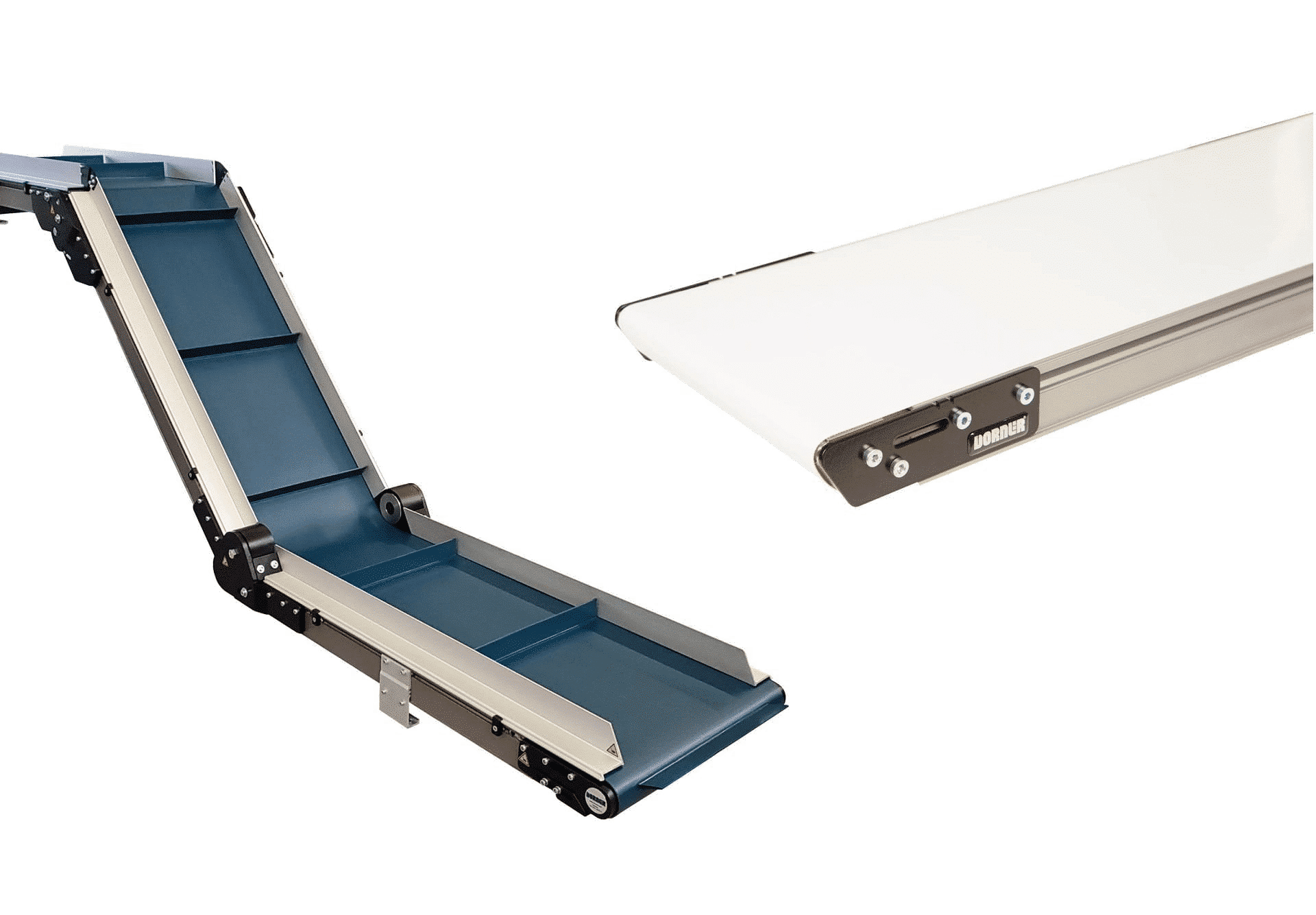
Flexible Chains: Also known as tabletop chains, these chains are ideal for complex layouts and various environments. Flexible chains have a joint running in the middle of the conveyor, leaving the sides of the belt completely open. This allows for the use of the entire conveyor width and provides more flexibility in product handling. These durable belts are commonly used in filling, secondary packaging, automation, general manufacturing, and more.
Selecting the right conveyor material depends on various factors, including:
Temperature: Depending on whether the conveyor is used in cold or hot environments, certain materials are better suited. For example, silicone is suitable for high temperatures, while polyethylene is suitable for low temperatures.
Abrasion Resistance: When handling items that could cause wear on the conveyor, abrasion resistance is crucial. Materials like polyurethane and nitrile butadiene rubber are highly rated for their abrasion resistance.
Additional Considerations: include surface material, friction level, static conductive or antistatic properties, chemical resistance, FDA approval, V-guiding, and color preferences.
It’s important to choose the right material based on your specific requirements to ensure an efficient and reliable conveyor solution. Dorner offers a wide range of conveyor materials and configurations to meet the needs of various industries.
Learn More