











Dorners Materialförderer werden in allen Phasen der Herstellungsprozesses eingesetzt: von der Produktion und Montage bis hin zur Inspektion und Verpackung.
Dank des umfangreichen Modellangebots finden Sie eine Materialförderlösung, die genau richtig für Sie ist: für kleine Komponenten oder große Schachteln, für gerade oder gebogene Förderbänder und für auf Bodenhöhe oder über Kopf verlaufende Anlagen. Zusätzlich zu unseren Standardförderern bietet Dorner kundenspezifische Materialförderlösungen, die ganz Ihren spezifischen Platz- und Geschäftsbedürfnissen angepasst sind.
Förderbänder verbessern die Effizienz, steigern die Produktionsleistung, reduzieren Kosten und sorgen generell dafür, dass alles problemlos läuft.
Dorners Materialförderer liefern Spitzeneffizienz und -produktivität
Wenn Sie Materialförderer einsetzen, um in einem Werk oder einem Herstellungsprozess Produkte zu befördern, reduzieren Sie benötigte Stellfläche und nutzen Platz optimal aus, verlängern Betriebszeiten, steigern die Effizienz, verbessern die Genauigkeit, senken Produktions- und Arbeitskosten und erhöhen obendrein die Sicherheit der Arbeiter.
Mit einer automatisierten Materialtransportlösung aus der kompletten Dorner-Produktpalette an Förderern mit Industriebändern, Modulbändern und flexiblen Kettenbändern ist Ihr Unternehmen in der Lage, aufwändige Prozesse zu beschleunigen und Ihre Mitarbeiter von ermüdenden Aufgaben zu befreien, um sie bei Aufgaben höherer Priorität effektiver einzusetzen. Dank der mit der Automatisierung einhergehenden erhöhten Genauigkeit verbessern Sie die Kosteneffizienz und reduzieren Ausschuss. Diese Gewinne sind das Ergebnis einer verlängerten Betriebszeit und einer Verbesserung in Produktbewegung, Produktfluss und Produktqualität. Ein weiterer Vorteil von Fördersystemen – besonders der für beengte Bereiche entwickelten Systeme wie die FlexMove Förderer – ist, dass Sie selbst in Anlagen mit wenig Platz Wege finden können, um Ihre Produktionskapazität zu steigern.
Auch die Sicherheit am Arbeitsplatz wird verbessert. Die Reduzierung oder gänzliche Vermeidung von Gabelstaplern beispielsweise reduziert das Risiko von Kollisionen oder Unfällen auf dem Werkgelände. Indem Sie das Heben schwerer Gegenständ den Fördersystemen überlassen, entlasten Sie buchstäblich Ihre Bediener und helfen, Verletzungen durch Heben oder Schieben zu verhindern.
Entdecken Sie, wie Dorner die Automatisierung durch Fördersysteme verändert
Kundenspezifische Materialförderer
Dorners kundenspezifische Materialförderer werden von der Engineered Solutions Group so entwickelt und gefertigt, dass sie ganz den spezifischen Bedürfnissen Ihrer Arbeitsabläufe gerecht werden. Dorner bietet eine Reihe von anpassbaren automatisierten Lösungen an, die in allen Phasen Ihres Prozesses und in Räumen jeder Größenordnung eingesetzt werden können – für Inspektion und Prüfung, Produktanhebung und -austritt, Taktförderung und Positionierung, Ablage und Ausschuss, Umlenkung und Sortierung, Produktfluss und -kontrolle sowie Zusammenführung.
Die fachkundigen Mitarbeiter von Dorners Kundendienst wissen, die richtigen Fragen zu stellen, um die Ziele und Herausforderungen Ihres Unternehmens zu identifizieren. Anschließend macht sich unser aus Zeichnern, Designern, Elektroingenieuren und Maschinenbauern bestehendes Team für kundenspezifische Materialförderlösungen an die Arbeit.
Ein Beispiel: Ein Pharmaunternehmen wollte seine Effizienz steigern. Zu diesem Zeitpunkt trugen die Pharmatechniker die Behälter per Hand von ihren Abfüllstationen zu den Prüf- und Verpackungsstationen. Das war natürlich keine ideale Nutzung der Zeit dieser Mitarbeiter. Nach Beratung mit Dorner entschied sich das Unternehmen für ein auf drei Ebenen arbeitendes Behälterfördersystem, das die Medikamente automatisch durch das Werk befördert; Bediener sind an strategischen Stellen positioniert.
Unser Angebot an kundenspezifischen Materialförderern schließt dieselben Services für Installation, Schulung und Wartung ein wie unserer Standardreihen.
Was sind Materialförderer?
Der Materialtransport über Förderbänder ist für eine Reihe von Anwendung geeignet wie beispielsweise die Beförderung und Verpackung von Teilen, die Automatisierung der Montage oder die Stauung. Obwohl typischerweise Kartons, Behälter und Packungen transportiert werden, sind Sanitärförderer auch für den Einsatz bei der Verarbeitung und -verpackung von Lebensmitteln wie beispielsweise Frischobst oder Rohfleisch geeignet.
Funktionsweise der Materialförderer
Ein Förderband für den Materialtransport ist in verschiedenen Konfigurationen wie z. B. vertikal, horizontal oder geneigt möglich und kann durch Elektrizität, Hydraulik und sogar durch Schwerkraft angetrieben werden. Bei so vielen Optionen, einschließlich Sonderanfertigungen, gibt es eine Lösung, die Ihren ganz spezifischen Anforderungen gerecht wird – sei es für die Montage, den Transport, die Anlieferung zur Verarbeitung, die Lagerung oder Abfertigung von Bestellungen
Dorners Förderer der Serie 2200 sind eine gute Lösung für den Transport kleiner bis mittelgroßer Teile, Übergaben, Stauung, Positionierung und automatisierte oder manuelle Montage. Die Fördersysteme der Serie 3200 sind ebenfalls ideal für diese Lösungen, aber darüber hinaus sind sie für Hochgeschwindigkeiten, lange Förderstrecken und Verpacken entlang der Hauptlinie gedacht. Beide dieser Hochleistungsserien sind als Modelle mit Gurt-, Modul-, Präzisions- oder Schwerkraft-Rollenförderbändern erhältlich.
FlexMove Förderer sind eine anpassbare Lösung für enge Räume, die darüber hinaus flexibel genug ist, um mit Ihren wachsenden Bedürfnissen Schritt zu halten. Diese Serie von Materialförderern kann auf einem einzigen Förderer Drehungen, mehrere Kurven, Steigungen und Gefälle bewältigen. FlexMove Förderer sind auch für die Beförderung von kleinen Produkten mit bis zu 76 Millimeter Durchmesser geeignet.
Dorners AquaGard Förderer sind hochmoderne Edelstahlförderer, die den von der FDA geforderten Hygienestandards gerecht werden. Diese Förderer sind daher eine ideale Lösung für Pharmazeutika und Lebensmittel. Diese äußerst hygienischen Systeme halten auch die strengen Vorschriften der Brot- und Backwarenindustrie und des US-Landwirtschaftsministeriums ein.
Aftermarket-Unterstützung für Materialförderer
Dorner ist während des gesamten Lebenszyklus Ihres Fördersystems für Sie da. Wann immer Ihr Materialförderer ein neues Teil benötigt, wenden Sie sich an uns. Für Dorner Förderbänder der Serie 2200 sind darüber hinaus Teilesätze erhältlich. Damit hat Ihr Unternehmen im Falle eines Falles immer Ersatzteile zur Hand.
Dorner bietet auch ein Programm für die Teileprüfung an, in dessen Rahmen einer unserer Wartungstechniker Ihr System vor Ort überprüft und eine Liste mit empfohlenen Ersatzteilen und Wartungsproblemen für Sie zusammenstellt. Notfalls erreichen Sie unsere Service-Hotline rund um die Uhr, auch am Wochenende! Wir sind immer da, wenn Sie uns brauchen.
Installationsdienste für Materialförderer
Dorners Team hochqualifizierter Techniker übernimmt auf Wunsch die Installation Ihres Fördersystems vor Ort. Unsere auf Effizienz und Sicherheit bedachten Techniker kümmern sich um alles: von der Lieferung und dem Aufbau bis hin zur Einrichtung und Schulung Ihrer Mitarbeiter in der Wartung. Ganz gleich, ob es sich um eine großangelegte maßgeschneiderte Installation oder eine Lösung für einen kleineren Betrieb handelt – wir machen Ihr System startklar für eine optimale Leistung.
Sollten Sie vorziehen, die Installation von Ihrem eigenen Team oder einem Drittanbieter durchführen zu lassen, steht Ihnen ein Dorner Service-Manager zur Verfügung, der in Ihr Werk kommt und Ihr Team während des gesamten Prozesses beaufsichtigt.
Schulungsangebot für Materialförderer
Unser Team ist dafür da, Ihnen zu helfen. Das Dorner-Team unterweist Ihre Mitarbeiter nach der Installation nicht nur in der korrekten Nutzung und Bedienung Ihres neuen Fördersystems, sondern wir bieten auchGruppen- und Einzelschulungen zur Produktpflege und vorbeugenden Wartung an. Unsere Schulung, deren Hauptziel das Verhindern und Reduzieren von Ausfallzeiten ist, konzentriert sich auf Sicherheit, Behebung mechanischer Probleme und das Auswechseln von Teilen.
Zusätzlich zur Schulung vor Ort erhält Ihr Team Zugang zu unserer umfangreichen Ressourcenbibliothek mit Anleitungen und Videos. Unser Blog und Newsletter enthalten auch gelegentlich ein paar Tipps und Anleitungen.
Wartungsprogramm für Materialförderer
Dorner bietet ein umfassendes Programm für die vorbeugende Wartung an, das ganz Ihren spezifischen Anforderungen angepasst ist. Dieses Programm ist in zwei Stufen (nur Arbeit bzw. Arbeit und Teile) erhältlich und beginnt mit einem kostenlosen Besuch Ihres Werks, um Ihre Bedürfnisse besser kennenzulernen. Anschließender erhalten Sie einen maßgeschneiderten Wartungsvoranschlag mit den empfohlenen Wartungsintervallen.
Zu den im Wartungsprogramm für Fördersysteme inbegriffenen Dienstleistungen gehören die Inspektion und Justierung der Spurhaltung und Spannung der Bänder, Entfernung von Ablagerungen und Schmierung. Das Stufe-2-Paket umfasst einen Rabatt von 10 % auf alle im Rahmen des Programms bestellten Teile.
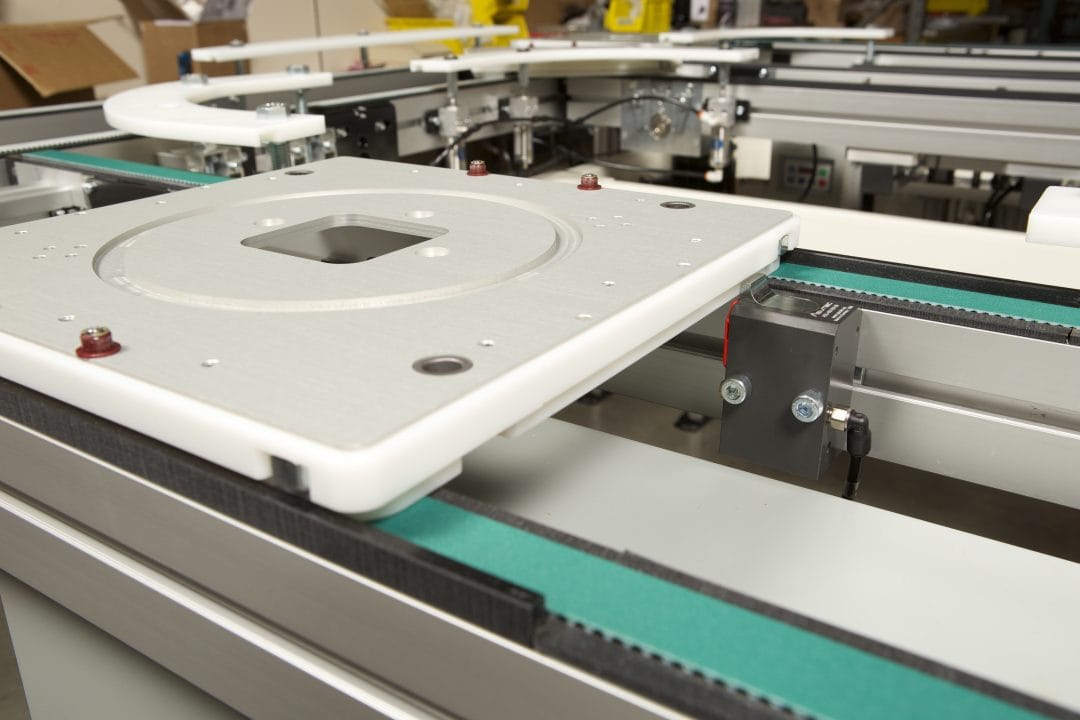
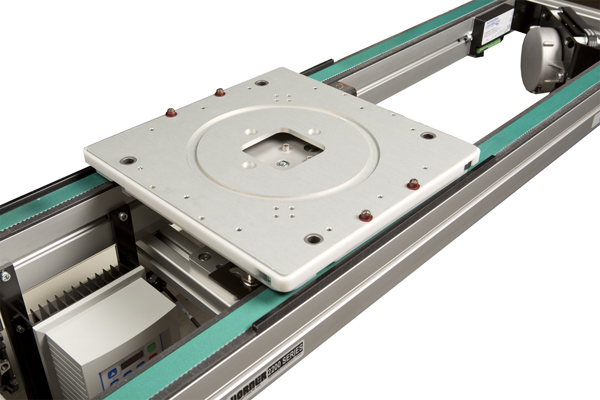
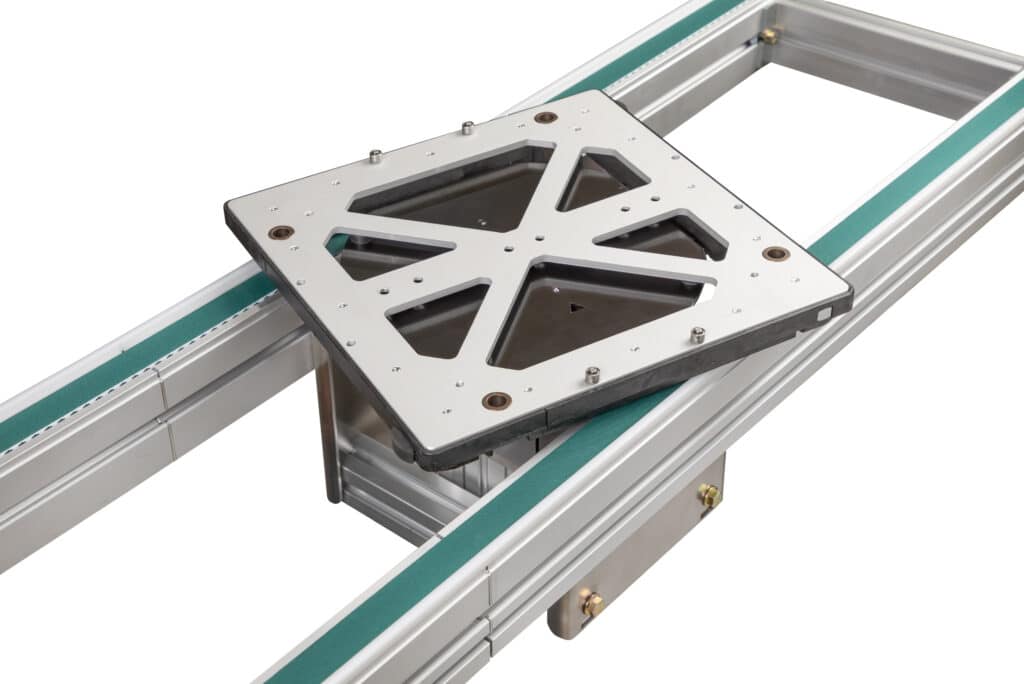
Rotator für Materialtransportförderer.
Conveyors Materialtransport & Industrie
-
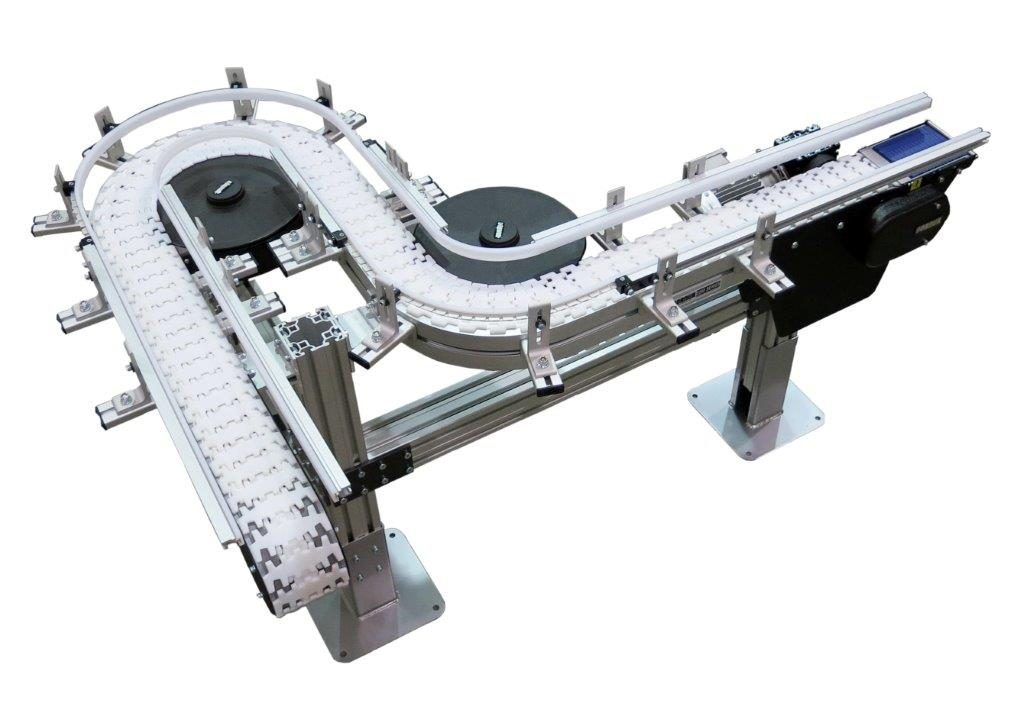 FlexMove-Förderer
FlexMove-Förderer -
 2200 Gurt-Förderbänder
2200 Gurt-Förderbänder -
 Serie 2700 Förderer für mittlere Belastungen
Serie 2700 Förderer für mittlere Belastungen -
 FlexMove Edelstahlförderer
FlexMove Edelstahlförderer -
 Kunststoffmodulketten-Förderer der 2200 Serie
Kunststoffmodulketten-Förderer der 2200 Serie -
 Precision Move-Förderer der 2200 Serie (für präzise Taktung)
Precision Move-Förderer der 2200 Serie (für präzise Taktung) -
 Schwerkraft-Rollenbahnen der 2200 Serie
Schwerkraft-Rollenbahnen der 2200 Serie -
 FlexMove-Alpine-Förderer
FlexMove-Alpine-Förderer -
 FlexMove-Helix-Spiralförderer
FlexMove-Helix-Spiralförderer -
 FlexMove Palettensystem
FlexMove Palettensystem -
 2200 Precision Move Palettensystem
2200 Precision Move Palettensystem -
 FlexMove Twist Förderbändern
FlexMove Twist Förderbändern -
 DualMove Palettensystem
DualMove Palettensystem -
 FlexMove-Klemmförderer
FlexMove-Klemmförderer -
 3200 Gurt-Förderbänder
3200 Gurt-Förderbänder -
 Modul-Förderbänder der Serie 3200
Modul-Förderbänder der Serie 3200 -
 3200 Precision Move Förderbänder
3200 Precision Move Förderbänder