
The Latest in Conveyors: Edge Roller Technology
Access The Latest in Conveyors: Edge Roller Technology Webinar
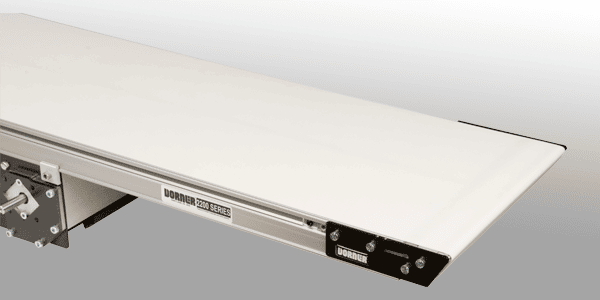
Low profile, high performance conveyors. Industry best v-guiding provides positive belt tracking while precise rack and pinion allows for fast and simple belt tensioning. Durable, yet flexible in design these conveyors are best for small to medium part handling, precision movement, positioning, accumulation, part routing, assembly, and transfers.
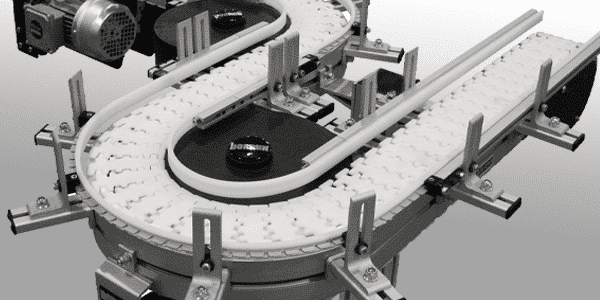
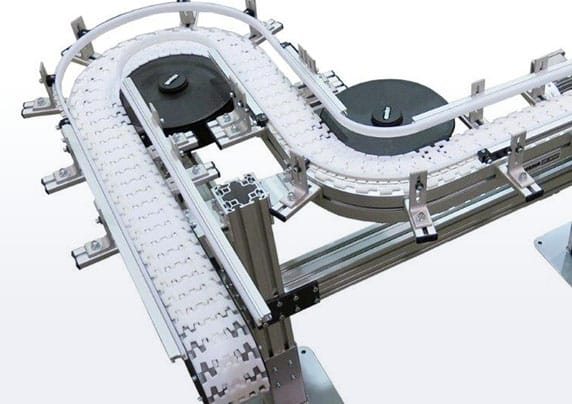
FlexMove conveyors are a customizable solution designed for tight spaces and also offer the flexibility to grow along with your needs. This series of material handling and industrial equipment can handle twists, multiple curves, inclines and declines on a single conveyor. FlexMove conveyors can also move products as small as 3 inches in diameter.
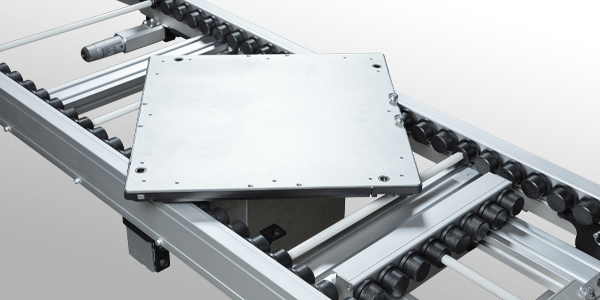
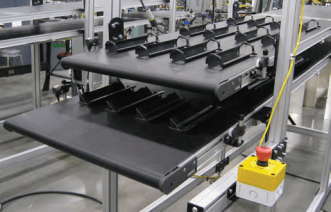
Reliable and adaptable edge roller platform for the conveyance of medical and cleanroom-based product assembly or assembly automation. These conveyors feature an open drive roller design with aluminum frames, with non-contact zoning and/or slip roller accumulation capability. Additionally, ERT 250 Conveyors are ISO Class 4 verified* for cleanroom applications.
Access The Latest in Conveyors: Edge Roller Technology Webinar

Access Edge Roller Conveyor Technology eBook What’s in the eBook? When deciding between a belt conveyor and an edge roller

WISCO Industries Inc. is a producer of high-quality metal stampings, fabrications and food service equipment for major OEMs. When a

In today’s busy production facilities – things always change quickly. And, nobody can afford a time-consuming changeover. It’s critical for
In today’s fast-paced production facilities, machines move quickly, workers are busier than ever and space is at an absolute premium.

Providing precise product placement with the ease and cost-effectiveness of a belt conveyor. By:Michael Hosch, P.E.Director of Product DevelopmentDorner Mfg.

Conveyor Accuracy HOW DOES CONVEYOR ACCURACY AFFECT YOUR APPLICATION? A key component to the success of your application is the
Accessing Your Business’s Full Potential Growing companies that are looking to increase their production numbers to meet growing demand are