Advances in miniature conveyor design holds promise for more effective and efficient handling of small medical and pharmaceutical parts
By Mike Hosch, P.E.
Director of Product Development – Dorner Mfg. Corp.
How do you move something that’s minuscule? It’s a question medical and pharmaceutical device manufacturers have been wrestling with for years. Making a miniature component, such as catheters, stents or literally anything else used in the industry isn’t the problem. Rather, it’s properly moving it from one process to the next that’s been challenging.
But those headaches may soon be a thing of the past for designers and engineers as new advances in conveying systems are better addressing the handling of small parts and eliminating those problematic issues that have plagued companies in their manufacturing processes.
Old School Approach
It’s safe to say that machines and equipment are not designed around a conveyor system. That’s because conveyors are often an afterthought in the design process. The functionality of the machine almost always takes precedence, while add-on accessories such as the conveyor system come later. When it does come time to think about conveyors, those decisions on what to specify, build or purchase, and install frequently are made at the last minute. And, that’s a problem.
This backward approach toward conveyors often results in poor performance and negatively affects productivity. Consider this example and see if it sounds familiar to you.
A company is planning to ramp up production and a conveyor is needed to move small finished parts from a machine out to a vision inspection station. Since space is tight, and no conveyor system is readily available to service the application, the decision is made to build one in-house. An engineer is tasked to build the conveyor from scratch to get the lineup and running. This plan of attack is likely destined to have problems for a number of reasons.
For starters, the task is taking someone away from their core competencies and asking them to build a conveyor. That’s not their job and they don’t have the expertise to properly build one. If a company is a manufacturer of vials, why would they be wasting their time building conveyors? And once is it built, what are you going to do about spare parts? Who is the company going to call if it’s not running properly? What happens if the person who built it is on vacation, or no longer works for the company, then who’s in charge of maintaining the conveyor? These are just some of the more obvious reasons why in-house built conveyors aren’t such a good idea.
But building in-house is exactly what many end users have done for years, mainly because there were few commercially built conveyors available on the market designed specifically for the medical and pharmaceutical industries, and that was small enough to fit the applications. That’s beginning to change now as new technologies and automation are making great strides to enhance the form, fit and function of conveyor systems within these industries, and in the process relegating old in-house units into retirement.
No Viable Option
A longtime problem with conveyors serving the medical and pharmaceutical industries has been their size. The components being produced are small, lightweight, and many of the spaces where conveyor systems need to be positioned within a machine for in-feed/out-feed service are extremely tight. Tight spaces require small conveyors, however, there just hasn’t been many viable options available to companies. North American conveyor manufacturers have traditionally shied away from this market for a variety of reasons, mainly due to the amount of research and development required to make a suitable product offering for this market. When it comes to design, conveyor manufacturers historically over-design their products to help increase performance, e.g. bigger bearings, more robust frame, etc. It’s probably been a case of overkill in terms of design for some of the industries and applications that they’re building for. But, for those other industrial markets, bigger is often better – so this philosophy has worked. Going small is something new, and many likely have not wanted to invest the time and effort for this market.
When it comes to conveyors, end users typically view them in four types of duty classes.
In-feed/out-feed – These types of conveyors serve to move components either to a machine for processing, or take parts that are in process of finished, or scrap material, out of a machine for additional processing or disposal.
Move through or within – This type of conveyor runs through or is located within a machine, and is used in applications to move components from one process to another within the machine structure.
Bridge between – These types of conveyors link machines together and move the components from one to the next for processing.
Main artery – This type of conveyor serves as the main artery of moving components through the primary processing line. Much like an assembly line, the main artery conveyor will have several machines and processing activity interacting with components as it moves down the line.
The in-feed/out-feed and move through or within applications are ideal for smaller-fitting conveyors due to the small, lightweight parts they are moving and the locations within machines. The bridge between and main artery applications involve larger conveyors.
Small Part Challenges
The handling of medical and pharmaceutical products has unique, very stringent requirements. Their small, lightweight and fragile design can make them difficult to handle, orientate and move on a conveyor from one processing area to the next. When designing a conveyor system to best work within their application, the engineer has several challenges to consider in moving, orientating and transfering of parts.

Part end transfer – Since the parts are so small, the ability to transfer them from one conveyor to the next can be problematic. Parts are often less than 1” in size, therefore requiring a roller diameter much less than 1”. Typical conveyors have rollers 1 ¼” or larger, a size that is simply too large to be practical as a viable transfer mechanism. Small parts attempting to transfer over a 1 ¼” or larger roller could fall between the two adjoining rollers of the conveyors and become damaged. Another transfer option can be the waterfall transfer, which is accomplished by placing the roller of one conveyor over the next and letting parts fall onto the lower conveyor. While this solves the transfer issue with the larger rollers, it does not maintain product orientation, and parts can become damaged due to the fall.
![]()
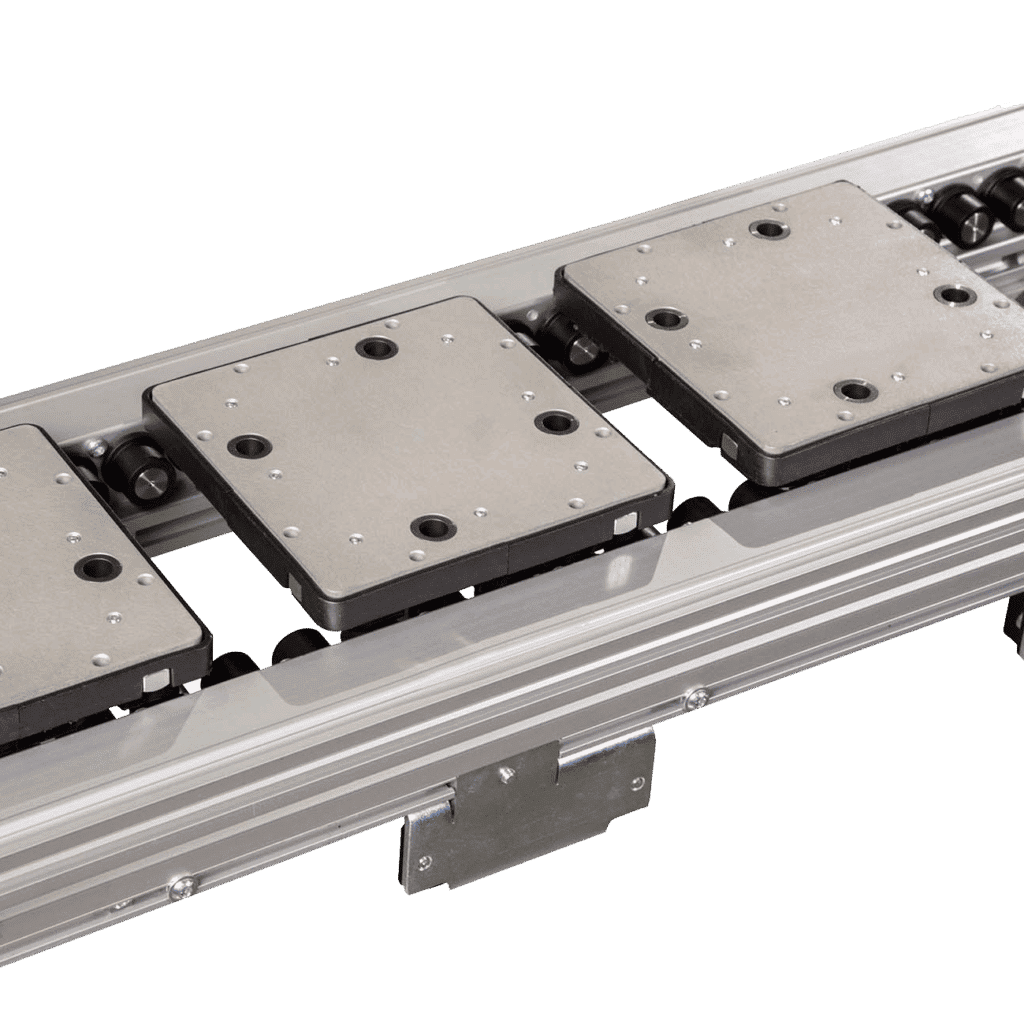
Part side transfer – If a part cannot be transferred off the end of a conveyor, the alternative method is to transfer it off the side to an adjoining parallel conveyor. The problem with this type of transfer is that bearing housings typically are on the outside of the conveyor, preventing a flush meeting between the top conveyors. This causes a gap in which very small parts can fall through.
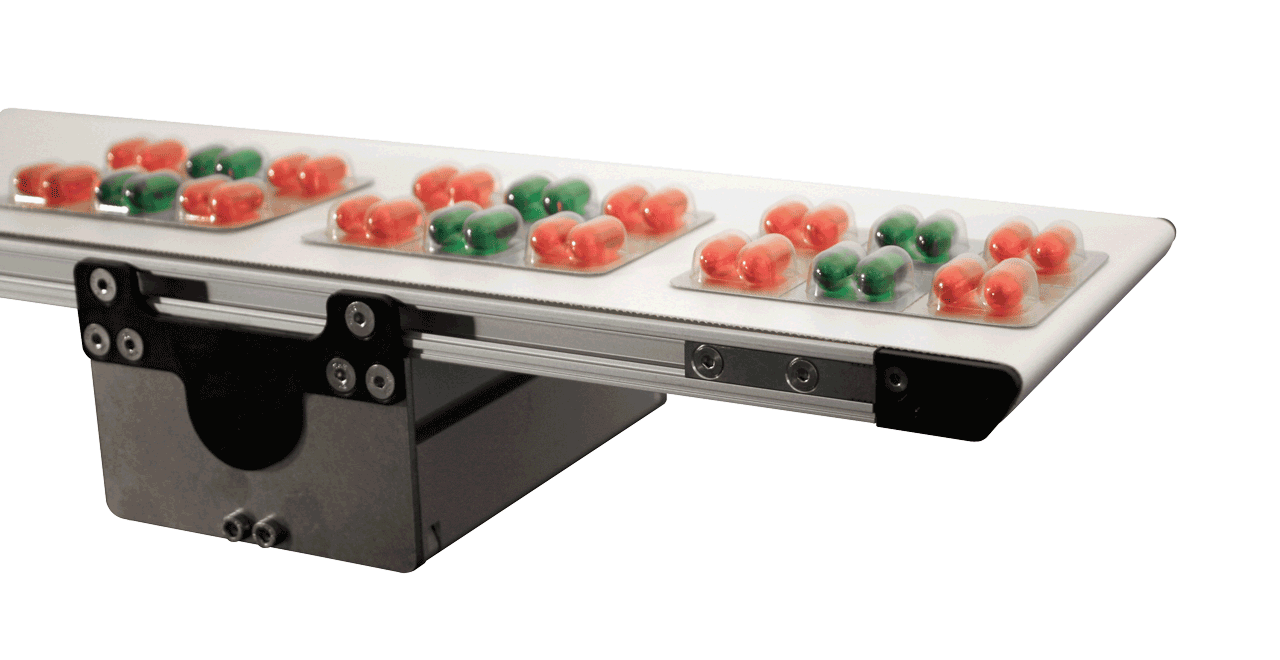
Conveyor belt flatness – Typical operations performed in medical and pharmaceutical applications include vision inspection, filling, robotic pickup, etc – all of which require the part be flat on the conveyor belt. Since the part itself is so lightweight, it does not have the weight to force the conveyor belt flat, and thus will simply follow the surface flatness of the belt. Belting used for small end rollers needs to be very thin, and these thin belts have a tendency to curl when placed under tension. Think of a rubber band expanded – it becomes thin and the edges curl – this same principle occurs with conveyor belts. This belt curl causes the light part to not lay flat, hence causing problems for the automation process.
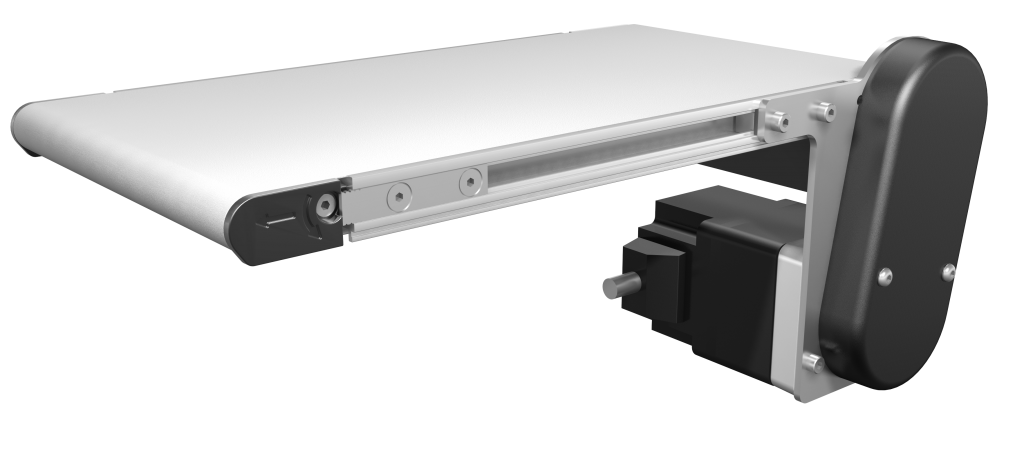
 Size of the conveyor – The floor space an engineer is given for an assembly machine is relative to the product being assembled. Since the parts manufactured are small, the room and engineer is given to accomplish the tasks likely won’t be very large. There is simply no room in the machine for oversized conveyors and the associated motors and drives that go with them. This compact size also creates a new challenge for an engineer. Because the machine isn’t big, the distance between operations is short. Therefore, the conveyor transporting the product from one operation to the next is short, often less than 12” long. As was discussed earlier, conveyor manufacturers typically don’t build small and do not offer conveyors this short because the room needed for their end rollers doesn’t allow it
Size of the conveyor – The floor space an engineer is given for an assembly machine is relative to the product being assembled. Since the parts manufactured are small, the room and engineer is given to accomplish the tasks likely won’t be very large. There is simply no room in the machine for oversized conveyors and the associated motors and drives that go with them. This compact size also creates a new challenge for an engineer. Because the machine isn’t big, the distance between operations is short. Therefore, the conveyor transporting the product from one operation to the next is short, often less than 12” long. As was discussed earlier, conveyor manufacturers typically don’t build small and do not offer conveyors this short because the room needed for their end rollers doesn’t allow it
Technology of Tomorrow
So what is the best way to design a conveyor system to move and handle tiny medical and pharmaceutical parts? Some of the design challenges include reduced bearing life due to small bearings, small component strength and durability, consistent short belt fabrication and effective use of product space. Additionally, conveyor manufacturers need to take into account the handling and orientation of parts during movement, as well as the overall environment they’re operating in.
To build a miniature conveyor, end rollers have been reduced to 5/8”. This profile enables it to fit into tight spaces within a machine, but also when positioned together end-to-end, can successful transfer products as small as 7/8” in diameter. The bearing housings are fully encapsulated within the conveyor frame. The advantage this affords an end user is that two conveyors can be positioned side-by-side and be nearly flush with one another with only a 1/4” gap from belt edge to belt edge.
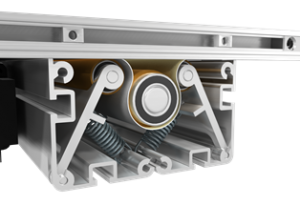 Another challenge in building a miniature conveyor with a low profile was developing a mechanism to drive the belt – and that mechanism proved to be a pinch drive, a new engineering trend that allows the conveyor to run with almost no belt tension. Typical belt conveyors run under high tension, which is needed for the drive roller to have enough traction to drive the belt. However, it is this tension that causes bearings and conveyor rollers to be oversized – and that’s something that wouldn’t be feasible in a miniature conveyor.
Another challenge in building a miniature conveyor with a low profile was developing a mechanism to drive the belt – and that mechanism proved to be a pinch drive, a new engineering trend that allows the conveyor to run with almost no belt tension. Typical belt conveyors run under high tension, which is needed for the drive roller to have enough traction to drive the belt. However, it is this tension that causes bearings and conveyor rollers to be oversized – and that’s something that wouldn’t be feasible in a miniature conveyor.
The purpose of the pinch drive is to force the conveyor belt against the drive roller, giving it driving traction without the use of tension. Conveyors have two pinch drive mechanisms, each spring loaded against the drive roller. This design allows the belt to be run in either direction and only requires enough belt tension to lay the conveyor belt flat. Since over-tensioning the belt is not required, the belt lays flatter, which is needed for lightweight components.
Conclusion
Miniature conveyors give engineers more options in designing their applications, such as allowing them to integrate the right-sized conveyor into their machine. Space is a premium, and anytime an engineer can fully maximize a given space, the more efficiently the application will operate. Miniature conveyors also address product handling issues by expanding the available options to position and orientate parts as the move through production. Bottom line is that miniature conveyors provide added flexibility to design engineers in handling small parts for medical and pharmaceutical applications – a small design that’s a big leap forward.