Why “stainless steel” alone is no longer a food safety strategy (and what hygienic conveyor design actually requires).
A Common Misconception
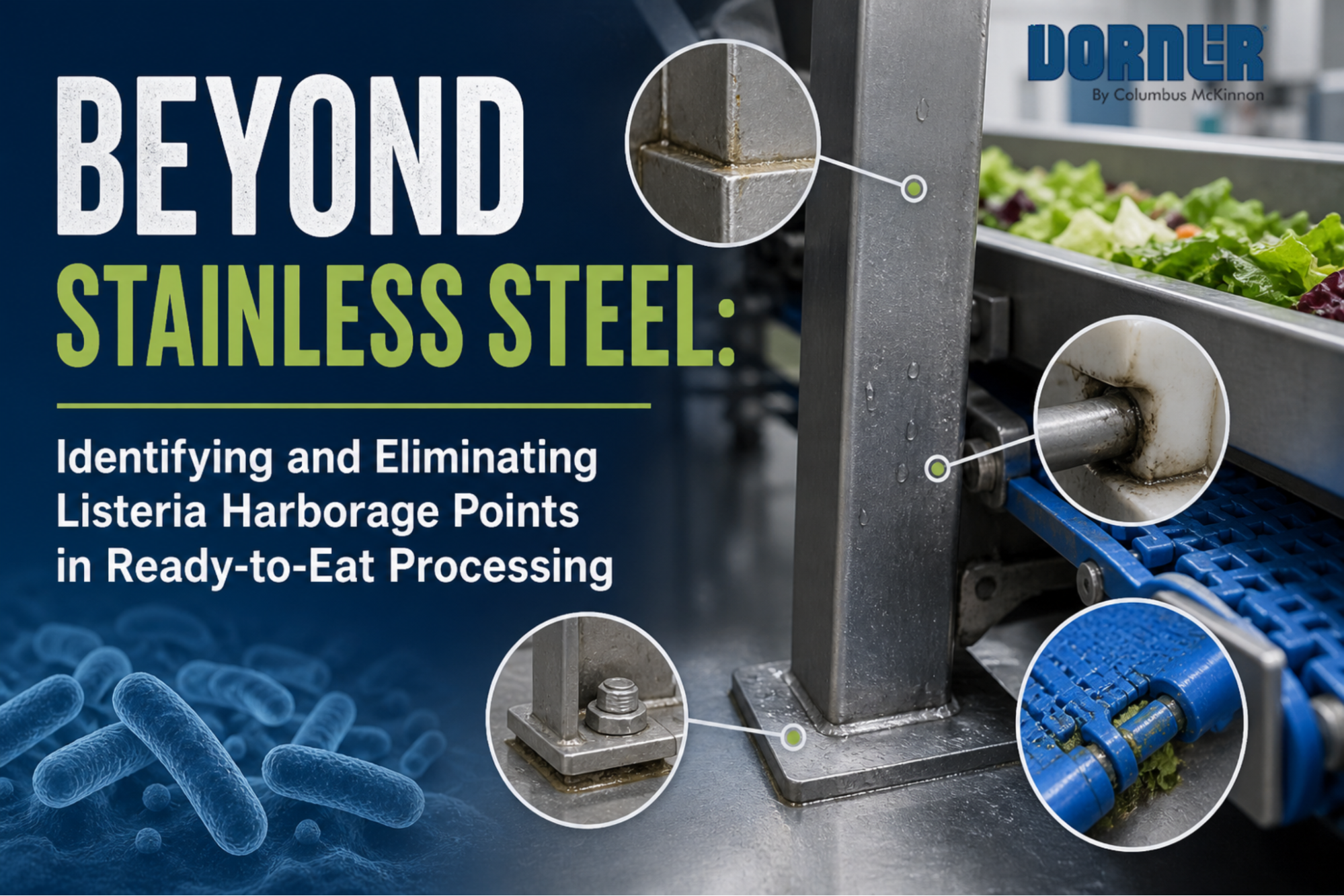
Walk into nearly any ready-to-eat (RTE) processing facility in North America and you’ll hear the same reassurance: “Don’t worry… everything is stainless steel.”
That phrase has become shorthand for “sanitary.” It shouldn’t be.
The average direct cost of a Class I food recall in the United States now exceeds $10 million — and that figure excludes litigation, retailer chargebacks, lost shelf space, and the brand damage that lingers for years. In 2024, the Boar’s Head listeriosis outbreak resulted in 60 hospitalizations, 10 deaths, and the permanent closure of the company’s Jarratt, Virginia facility. Inspectors had documented 69 regulatory violations in the 12 months prior. The BrucePac recall the same year expanded from 9.9 million pounds to 11.7 million pounds of RTE poultry within a single week.
Every one of those facilities ran stainless steel equipment.
The hard truth that food safety auditors have known for decades — and that procurement teams are only now catching up to — is this: stainless steel is a material, not a sanitation strategy. The grade of metal in your conveyor frame matters far less than the design choices around it. Hollow rollers, lap-welded seams, blind threaded fasteners, framework cavities, and tools-required disassembly are what actually harbor Listeria monocytogenes. Those design failures are present in plenty of “stainless steel” conveyors operating in RTE plants right now.
This article is for plant managers, sanitation supervisors, and quality assurance directors who need to move beyond material-grade thinking and start identifying the specific harborage points that turn a routine environmental swab into a six-figure recall investigation.
Why Listeria Is the Pathogen That Designs Equipment
To understand why hygienic design matters more than material grade, you need to understand what makes Listeria monocytogenes uniquely dangerous in an RTE environment.
Most foodborne pathogens are killed by refrigeration, knocked back by routine cleaning, or eliminated by a final cook step. Listeria is the exception on all three counts:
- It remains hardy at refrigeration temperatures. Where Salmonella and E. coli slow dramatically below 40°F, Listeria continues to grow in cold, damp environments — which describes nearly every RTE production zone.
- RTE products have no final kill step before packaging. Deli meats, prepared pasta meals, soft cheeses, smoked seafood, and packaged salads go from production line to consumer with no cooking in between. Any contamination introduced post-cooking reaches the plate intact.
- It builds biofilms that survive standard sanitation. Once Listeria establishes a biofilm on equipment, the extracellular polymeric substance (EPS) matrix surrounding the cells can reduce the effectiveness of sanitizers by orders of magnitude. Routine wipe-downs and even some pressure washes simply do not penetrate.
According to the CDC, listeriosis (the disease caused by a listeria infection) causes roughly 1,600 illnesses and 260 deaths annually in the U.S., with a mortality rate near 15–20% among confirmed cases — the third-highest fatality rate among foodborne pathogens. Beginning in January 2025, USDA-FSIS expanded its testing program to detect all Listeria species on food contact surfaces, not just L. monocytogenes. The regulatory message is unambiguous: environmental monitoring expectations have escalated, and the agency now expects RTE processors to operate proactively rather than reactively.
For a sanitation team, the implication is operational: you cannot test or clean your way out of a poorly designed conveyor. You have to eliminate the harborage geometry itself.
What the Science Actually Says About Stainless Steel and Biofilms
Here’s where the conventional wisdom breaks down. A widely held assumption in plant engineering is that smoother stainless steel — electropolished, mirror-finish, Ra below 0.5 µm — meaningfully reduces bacterial attachment.
The peer-reviewed evidence does not support that assumption.
Multiple studies published in the Journal of Food Protection and elsewhere have evaluated L. monocytogenes attachment across a range of stainless steel finishes — mechanically polished, electropolished, glass-bead blasted, drum deburred, pickled — at surface roughness values spanning from Ra 0.01 µm to nearly 1 µm. The consistent finding: no statistically significant correlation between surface roughness and either initial Listeria adhesion or mature biofilm formation. Electropolishing offers real benefits for corrosion resistance, but it does not deliver a meaningful microbial advantage over a properly finished mechanical polish.
Why does this matter? Because it dismantles the most common procurement justification for premium-priced “sanitary” equipment that still has a mediocre overall design. A spec sheet that lists a low Ra value while the conveyor itself has hollow tubular cross-members, lap-welded joints, or threaded fasteners exposed to the food zone is selling you the wrong feature.
What does drive harborage is geometry. Specifically:
- Crevices smaller than the bristle of a cleaning brush. Once a gap is below roughly 1 mm, mechanical cleaning becomes effectively impossible.
- Standing water in horizontal cavities. Hollow tubing, square frame members, and pooled areas under rollers create the persistent moisture that biofilms require.
- Dead zones in the flow path. Anywhere chemistry from a CIP cycle can’t reach at an adequate concentration and contact time will eventually be colonized.
- Materials in compression contact. Belt-on-frame interfaces, gasket seats, and bearing housings create niches that are physically protected from sanitation.
A conveyor built from 304 stainless with poor hygienic geometry will harbor Listeria. A conveyor built around correct geometry — even with the same material grade — will not. That is the design philosophy gap that separates true sanitary conveyance from “stainless steel-clad” conveyance.
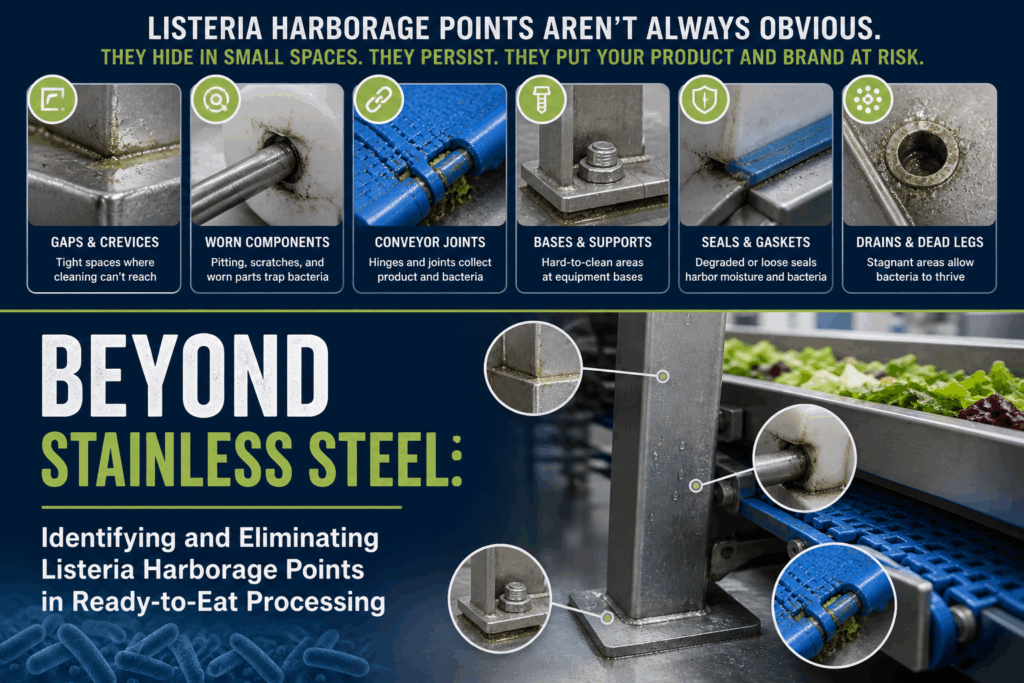
The Eight Harborage Points That Drive Most RTE Recalls
When FDA inspectors and third-party auditors trace the source of a Listeria environmental positive, the same eight equipment-related harborage categories appear over and over.
1. Hollow Frame Members and Tubular Cross-Bracing
Square or round tubular frames are inexpensive to fabricate and visually clean — but they’re sealed cavities. Any pinhole weld, fastener penetration, or end-cap leak lets water and product residue inside. Once contamination is sealed in, it cannot be cleaned out without destructive disassembly.
The hygienic design alternative: Open structural profiles with sloped surfaces, fully welded and continuously ground seams, and no enclosed cavities anywhere in the food zone. Dorner’s AquaPruf platform was engineered specifically around this principle — the frame architecture eliminates closed sections in food-contact and food-splash zones.
2. Lap-Welded and Stitch-Welded Joints
A lap weld creates a 0.1–0.5 mm gap between two overlapping pieces of metal. That gap is invisible to the eye and undetectable to a sanitation crew, but it’s a perfect Listeria refuge. Stitch welds — discontinuous beads that leave gaps every few inches — are even worse.
The hygienic design alternative: Continuous full-penetration TIG welds, ground and polished smooth to a uniform finish. The food industry standard, codified in 3-A Sanitary Standards and BISSC guidelines, is a continuous weld with no exposed seams in product contact areas.

3. Threaded Fasteners in the Food Zone
Threads are micro-crevices by definition. Every screw, bolt, or threaded stud that protrudes into a food-contact or food-splash area is a permanent harborage site, regardless of how clean the visible surface looks.
The hygienic design alternative: Captured fasteners, shoulder bolts, and tool-less hand-knobs designed for hygienic environments. Where fasteners are unavoidable, they should be sealed, domed, or located outside the food zone entirely.
4. Bearing Housings and Drive Components
Standard bearing housings are designed for mechanical performance, not sanitation. Greased bearings can leak lubricant into product zones, and the housings themselves often contain blind cavities that are impossible to verify clean.
The hygienic design alternative: Food-grade lubricated bearings in sealed, hygienically-designed housings with sloped, drainable exteriors. For the highest-risk applications, internally-mounted drive systems eliminate exposed motors, couplings, and shaft penetrations entirely. Dorner’s iDrive2 internal drive architecture, available on the AquaPruf Ultimate platform, is built around exactly this concept — the magnetic drive roller is internal to the conveyor, eliminating the external motor mount as a harborage point and dramatically reducing the number of cleanable surfaces.
5. Belt Edges, Belt Returns, and Underside Surfaces
The underside of a conveyor belt is the single most under-cleaned surface in most RTE plants. Product debris falls onto the return path, water pools on horizontal supports, and biofilms establish in places sanitation crews cannot easily reach without disassembling the conveyor.
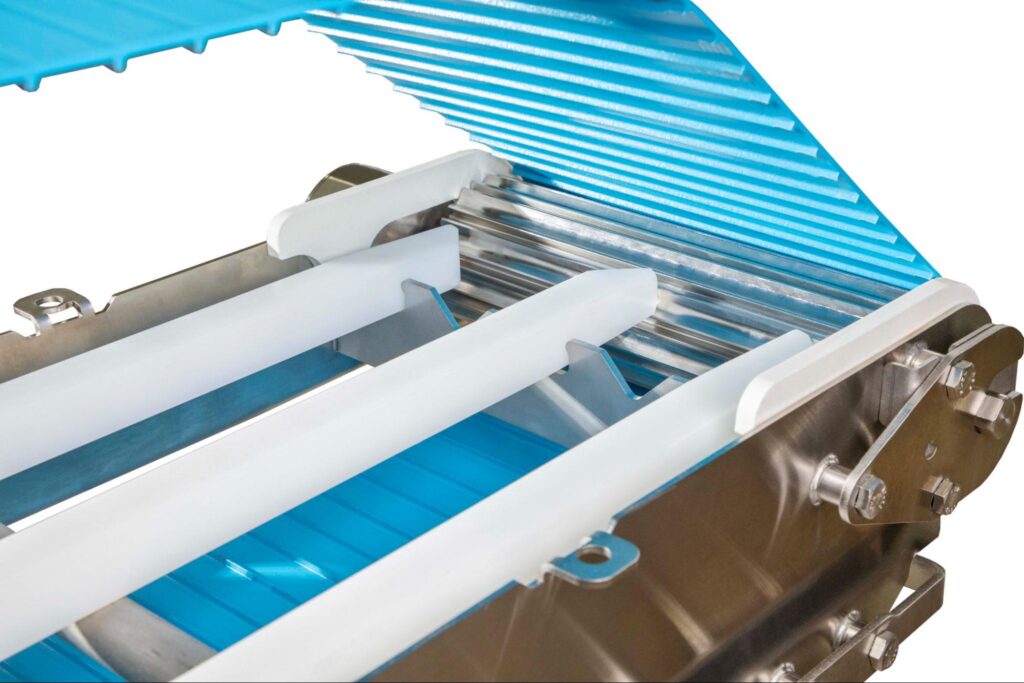
The hygienic design alternative: Tip-up tail sections, removable belt lifters, and frame cutouts that allow tool-less access to the entire belt path — top and return. The benchmark Dorner publishes is disassembly in under two minutes without tools, which converts the underside of the belt from a once-a-month deep-clean problem to a daily wipedown surface.
6. Belt-to-Frame Wear Strips and Guide Rails
Wear strips create an extended line of contact between belt and frame — a textbook compression niche. If the wear strip cannot be removed for cleaning, every linear foot of the conveyor contains a linear foot of inaccessible harborage.
The hygienic design alternative: Removable, snap-fit wear strips that lift out by hand for individual cleaning. The same principle applies to side guide rails — they should pivot, lift, or detach without tools.
7. Drip Collection and Drainage Geometry
Anywhere water can pool, a biofilm can establish. Flat horizontal surfaces under the food zone — drip pans, drive enclosures, frame ledges — are silent contamination amplifiers if they don’t drain completely.
The hygienic design alternative: All horizontal surfaces sloped at a minimum of 3° toward an external drain point. No flat ledges, no upward-facing channel openings, no internal drainage paths that can’t be visually verified.
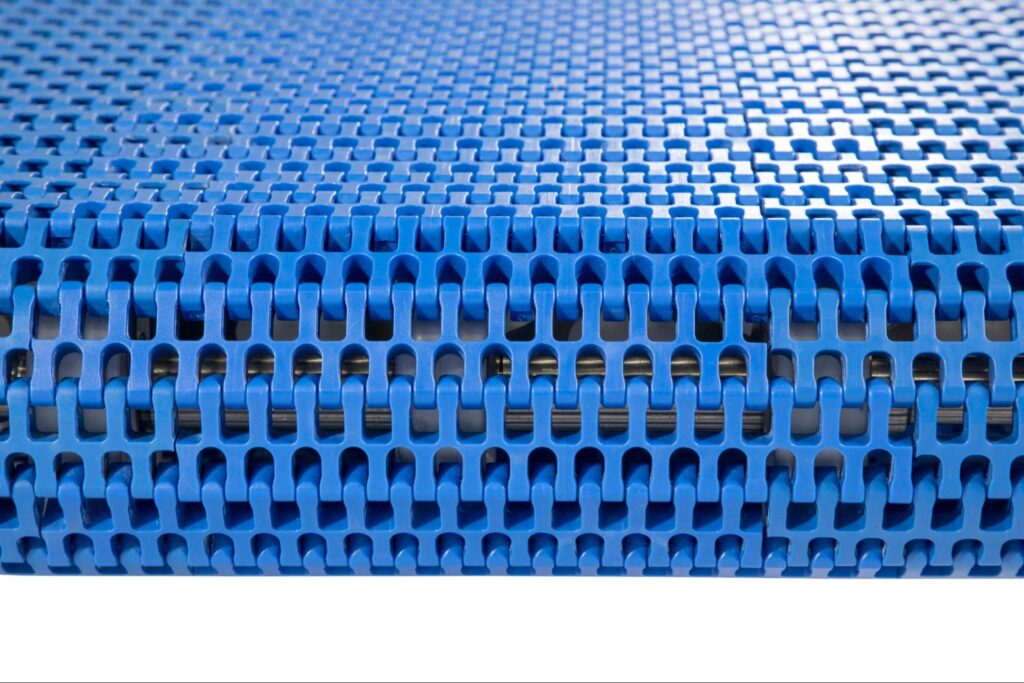
8. Modular Belt Hinge Pins and Closed-Hinge Designs
Modular plastic belts are excellent for RTE applications when specified correctly — but closed-hinge belt designs trap product residue inside the hinge cavity where no sanitizer can reach. After a few weeks of operation, what looks like a clean belt surface can be hiding a biofilm in every hinge.
The hygienic design alternative: Open-hinge modular belts that allow visual inspection and direct sanitation chemistry access into the hinge. For wash-down environments, FDA-compliant polyethylene or polypropylene belts with open-hinge construction give you both the durability of modular belting and the cleanability of an open architecture.
The Real Cost of a Harborage Point: A Decision Framework
The hardest conversation in any RTE capital project is the one about price. A hygienically-designed conveyor — open frame, continuous welds, tool-less disassembly, internally-mounted drive — costs more upfront than a “stainless steel” conveyor that hits the same width and length specs. Procurement looks at the line items and asks why.
Here’s how to frame that justification.
Industry recall research places the average direct cost of a food recall at about $10 million; BrucePac’s 2024 recall involved nearly 12 million pounds of product; Boar’s Head shut down its Virginia plant after the outbreak; and FDA’s 2025 warning-letter record for Fresh & Ready Foods, tied to the prepared-meals listeria investigation, documented environmental positives including a conveyor belt and roller in the production area.
When you build a financial model around that risk profile, the conversation changes. The premium for hygienic conveyor design is typically 15–30% over a standard stainless build of comparable size. Against a recall risk in the eight-figure range — and against the labor cost of extended sanitation cycles, which Dorner’s tool-less designs can reduce by up to 50% — the payback math is rarely close. The hygienic conveyor pays for itself in avoided sanitation labor alone, often within 18 months. The recall avoidance is an upside on top of that.
The framework most QA directors find useful:
| Cost Driver | Standard Stainless Conveyor | Hygienically-Designed Conveyor |
|---|---|---|
| Capital cost | Baseline | +15–30% |
| Sanitation labor per cycle | Baseline | Up to 50% reduction |
| Annual environmental positive rate | Higher | Lower |
| Class I recall exposure | Material design risk | Mitigated |
| Facility uptime during sanitation | Lower | Higher |
| FSMA / FSIS audit posture | Defensible only with extensive documentation | Defensible by design |
This is the calculation procurement needs to see, not a unit-price comparison.
What Hygienic Conveyor Design Looks Like in Practice
Specifying genuinely sanitary conveyance isn’t about finding a vendor who uses the word “sanitary” in their marketing. It’s about validating specific design features against the harborage list above.
For dry wipe-down and low-pressure wash environments — bakery, confectionery, packaged dry goods — Dorner’s AquaGard platform is designed around BISSC compliance, with welded stainless steel frames, FDA-approved belting, and the access features that make daily wipedown practical: tip-up tails, removable wear strips, and tool-less belt changes.
For high-pressure and chemical washdown environments — meat, poultry, dairy, RTE prepared foods, seafood — the AquaPruf platform extends those principles into a fully washdown-rated architecture. The AquaPruf Ultimate variant carries 3-A certification specifically for raw meat, poultry, and dairy applications, and pairs with the iDrive2 internally-mounted drive roller to eliminate the external motor mount as a harborage point.
For applications where bulk product transport is the constraint — confectionery, snack, bakery ingredient handling — the AquaPruf VBT vertical belt technology provides sanitary elevation changes without the dead zones that plague traditional bucket elevators.
The unifying principle across the platform is design intent, not material grade: every harborage point on the eight-item list above is engineered out of the conveyor architecture, not cleaned around.
Frequently Asked Questions
What is a Listeria harborage point?
A Listeria harborage point is any location in a food processing environment where L. monocytogenes can establish, grow, and persist between sanitation cycles. The most common harborage points on conveying equipment include hollow tubular framework, lap-welded seams, threaded fasteners in the food zone, bearing housings, belt return paths, wear strip interfaces, drainage dead zones, and closed-hinge modular belts. Harborage points are distinct from contact contamination because they support biofilm formation that protects bacteria from routine cleaning.
Why doesn’t standard sanitation eliminate biofilms?
Once Listeria establishes a biofilm, the extracellular polymeric substance (EPS) matrix surrounding the cells acts as a physical and chemical barrier that significantly reduces sanitizer effectiveness. Routine wipe-downs and even moderate-pressure washdowns may eliminate surface bacteria while leaving the established biofilm intact. The biofilm then re-seeds the surface within hours after the sanitation cycle ends. The only reliable strategy is to eliminate the harborage geometry that allows biofilms to form in the first place.
Does electropolished stainless steel prevent Listeria attachment?
Peer-reviewed research published in the Journal of Food Protection and elsewhere has consistently found no statistically significant correlation between stainless steel surface roughness — across the full range from electropolished mirror finish to standard mechanical polish — and L. monocytogenes attachment or biofilm formation. Electropolishing improves corrosion resistance but does not deliver a meaningful microbial advantage. Hygienic geometry (open frames, continuous welds, tool-less access) is the actual driver of cleanability.
What is the difference between AquaGard and AquaPruf conveyors?
AquaGard conveyors are BISSC-approved and designed for dry wipe-down and low-pressure wash applications — typical of bakery, confectionery, and packaged food environments. AquaPruf conveyors are rated for high-pressure and chemical washdown applications and are built for the highest-sanitation environments including meat, poultry, dairy, prepared meals, and seafood. AquaPruf Ultimate variants carry 3-A certification specifically for raw meat, poultry, and dairy.
How fast can a hygienic conveyor be disassembled for cleaning?
Dorner’s AquaPruf platform is designed for tool-less disassembly in under two minutes, which transforms the cleaning protocol from a periodic deep-clean into a daily wipedown. This dramatically reduces the harborage risk on belt return paths, wear strips, and frame undersides — the surfaces most commonly missed in conventional sanitation.
What conveyor features should I require in an RTE facility?
At minimum, specify: open structural framework with no enclosed cavities, continuous full-penetration welds, captured or tool-less fasteners, removable wear strips and side guide rails, tip-up tail sections, sloped horizontal surfaces (minimum 3°) with external drainage, food-grade open-hinge modular belts where applicable, and internally-mounted drive components for the highest-risk zones. Validate each spec against the relevant 3-A, BISSC, NSF, USDA, or FDA standard for your product category.
Stop Buying Stainless Steel. Start Buying Hygienic Design.
The processors who are building durable RTE programs in 2026 aren’t the ones writing bigger checks for environmental testing. They’re the ones engineering the harborage out of their lines.
Material grade is table stakes. Hygienic geometry is the actual product.
If you want a structured walk-through of your existing conveyor lines against the harborage point checklist in this article — or a specification review for a new build against AquaGard, AquaPruf, or AquaPruf Ultimate platforms — Dorner’s application engineering team has been designing sanitary conveyance for the meat, poultry, dairy, bakery, and prepared foods industries for over 50 years. We can help you identify the design features that matter and separate genuine hygienic engineering from stainless-clad marketing.