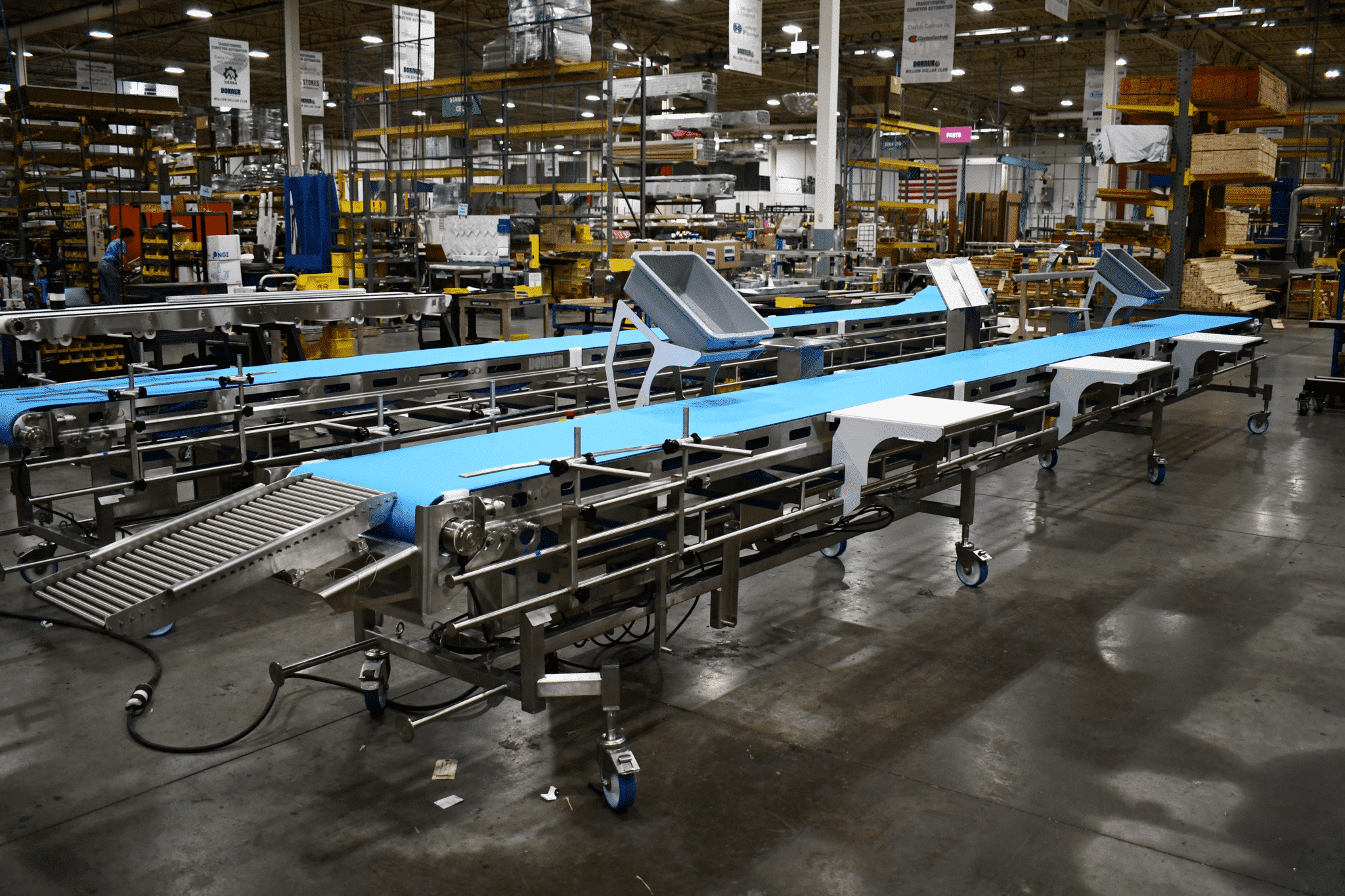
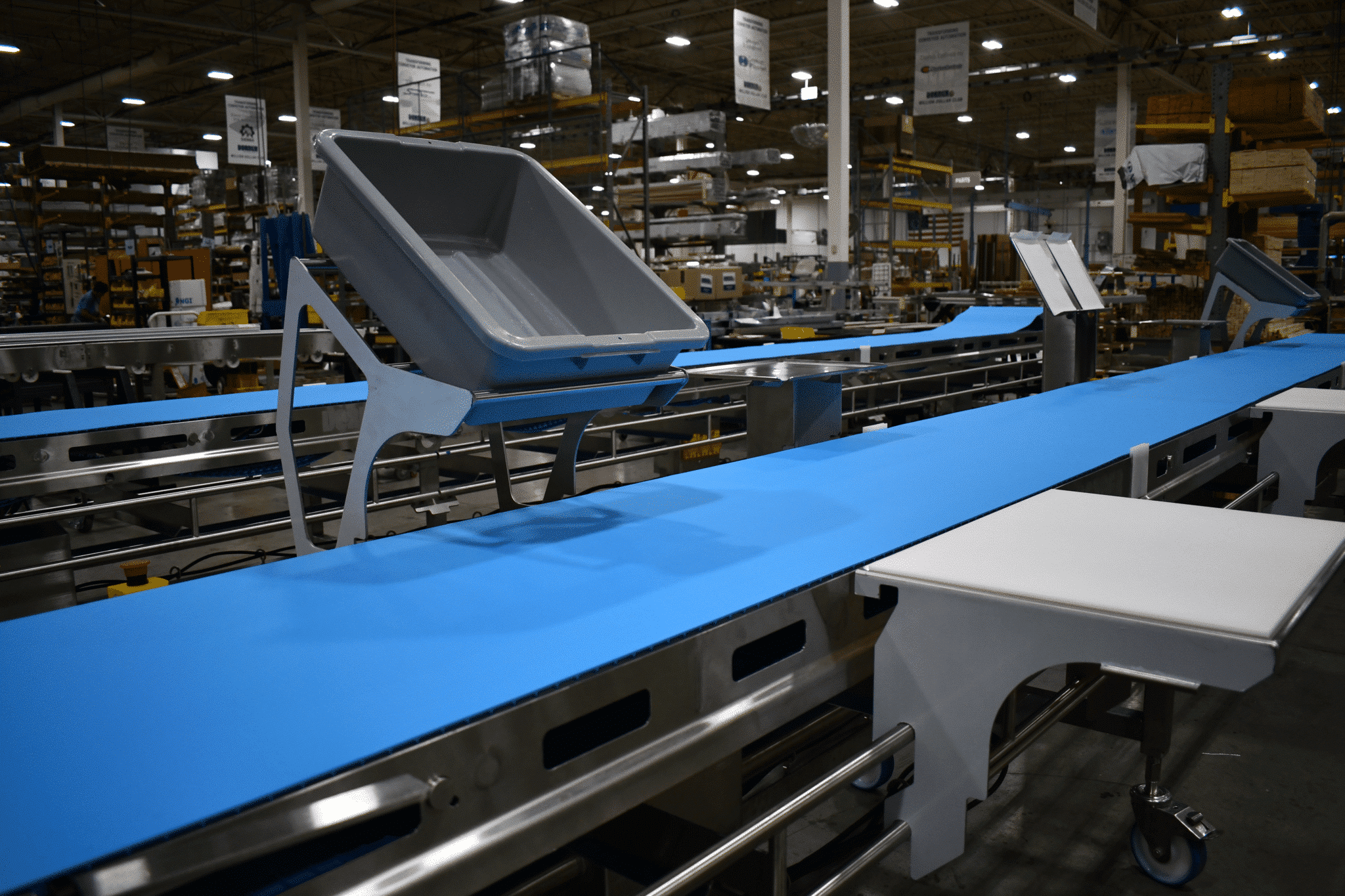
MOVABLE ACCESSORIES & WORKSTATIONS
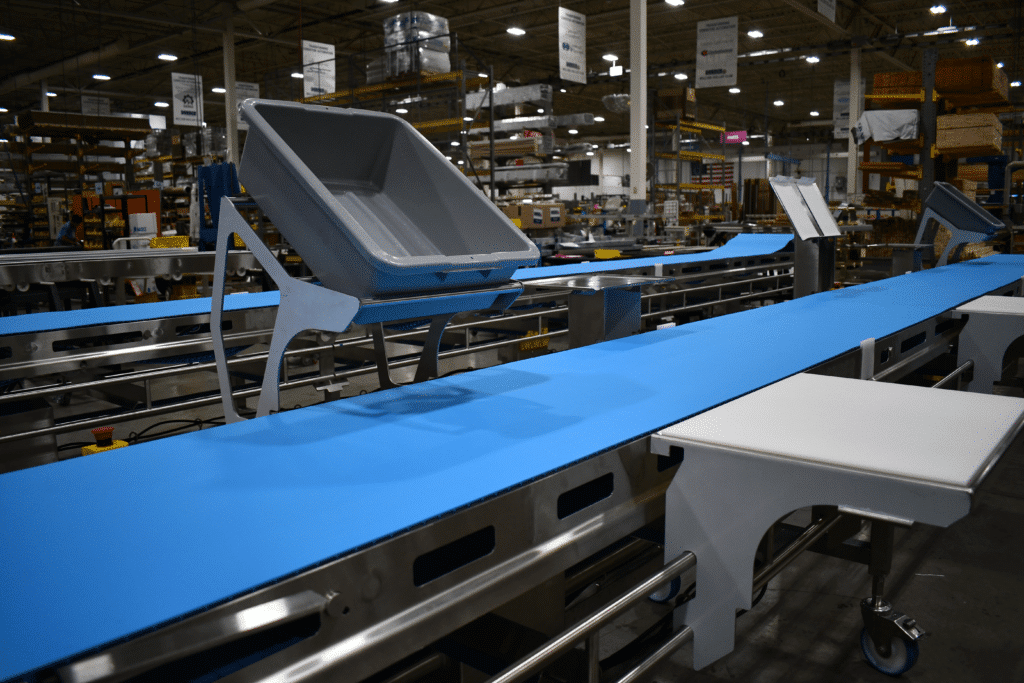
With an adjustable guide rail, workers can easily interchange and move accessories such as stainless-steel tables, cutting boards, and tote bins, which allows the sandwich-making process to be altered depending on the recipe being produced.
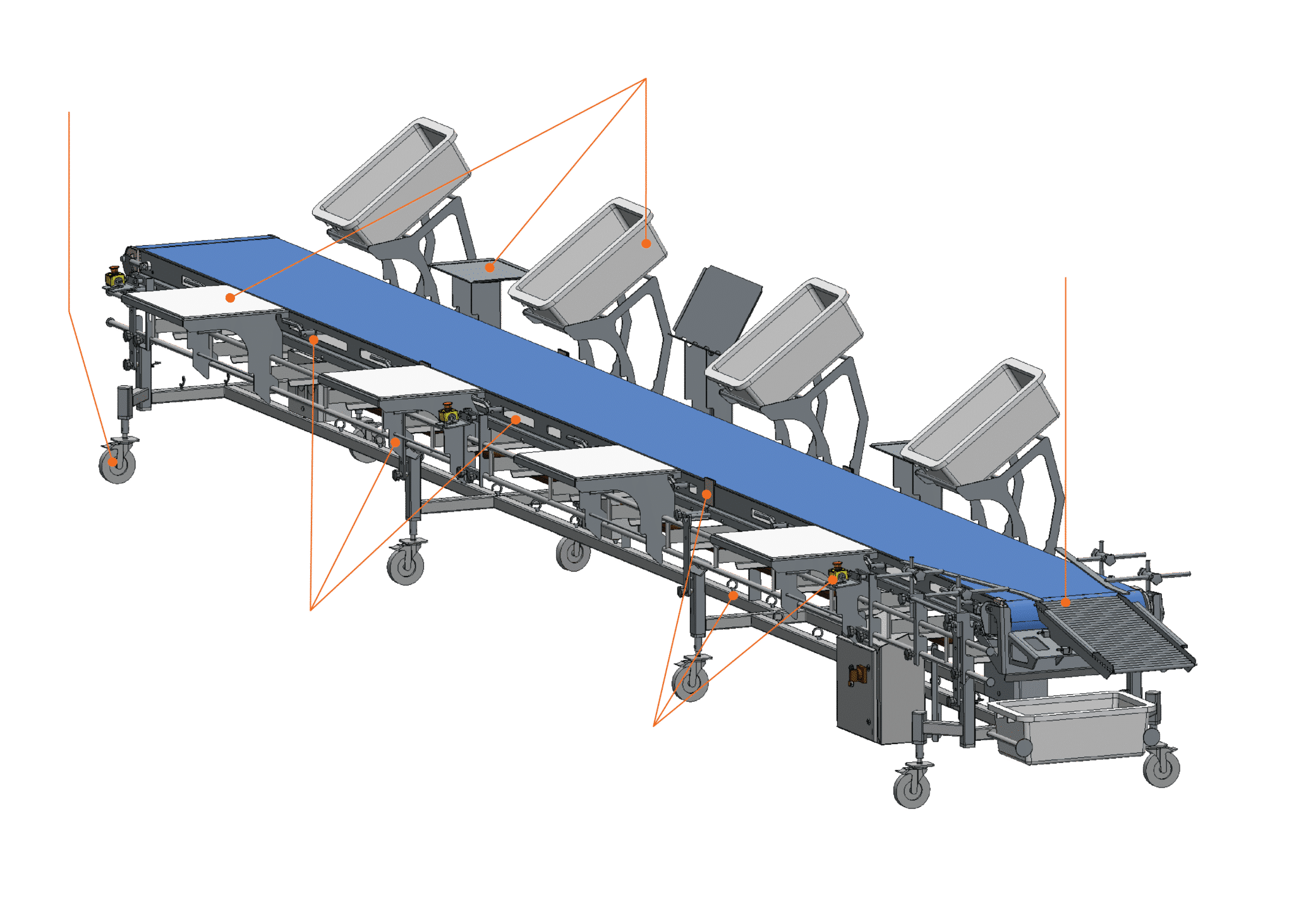
EASY MOBILITY
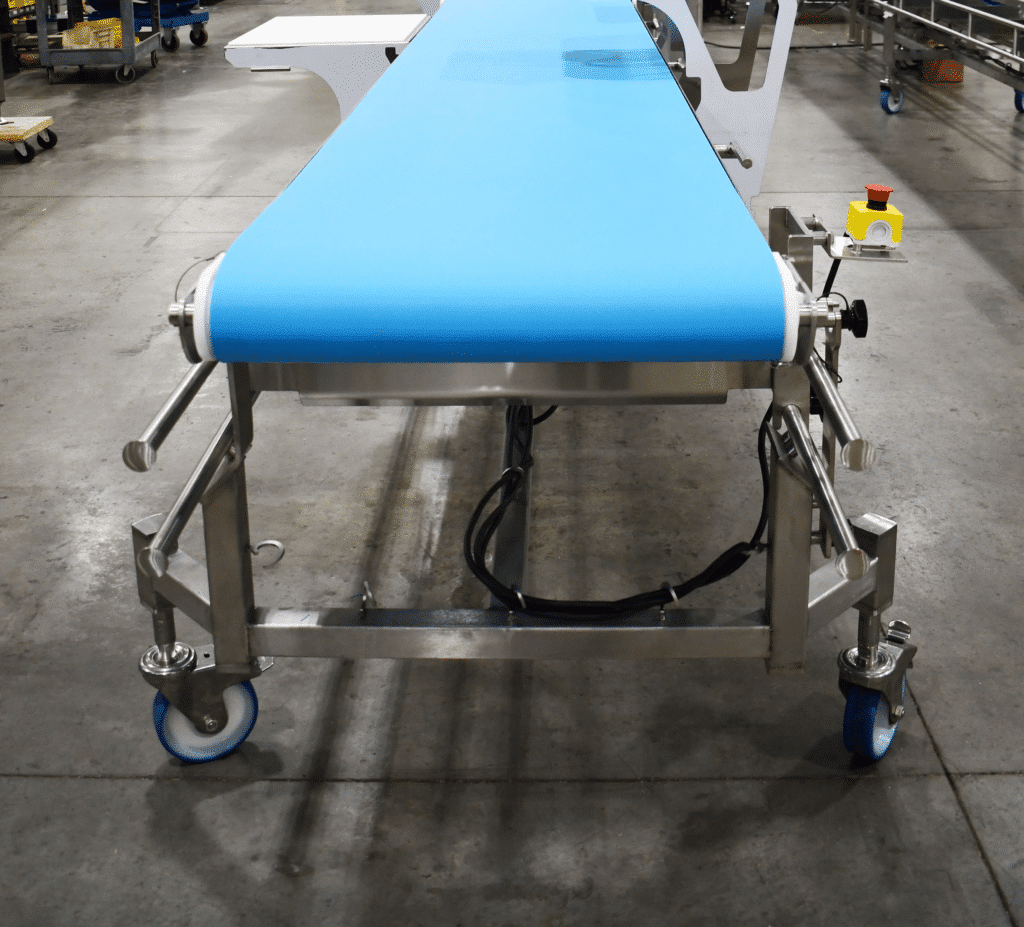
The client needed this conveyor system to be mobile so it could be moved into position for cleaning or to adjust its position in the production line configuration. The conveyor was designed with sanitary-grade locking casters, which allow for quick and easy adjustments while locking the conveyor in place when it is in use.
QUICK CLEAN FEATURES
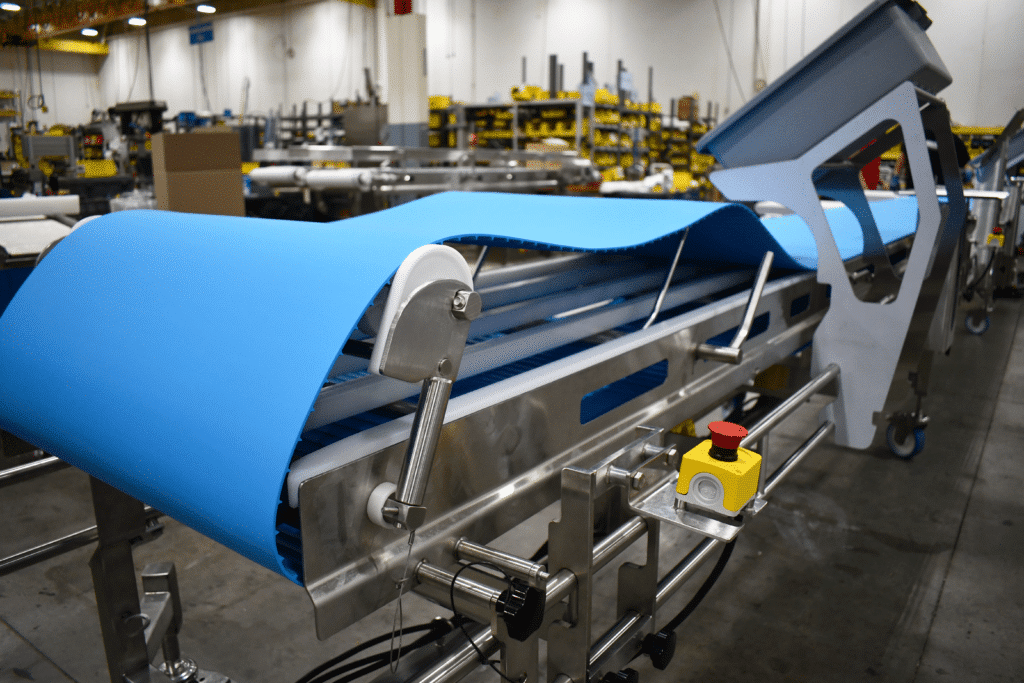
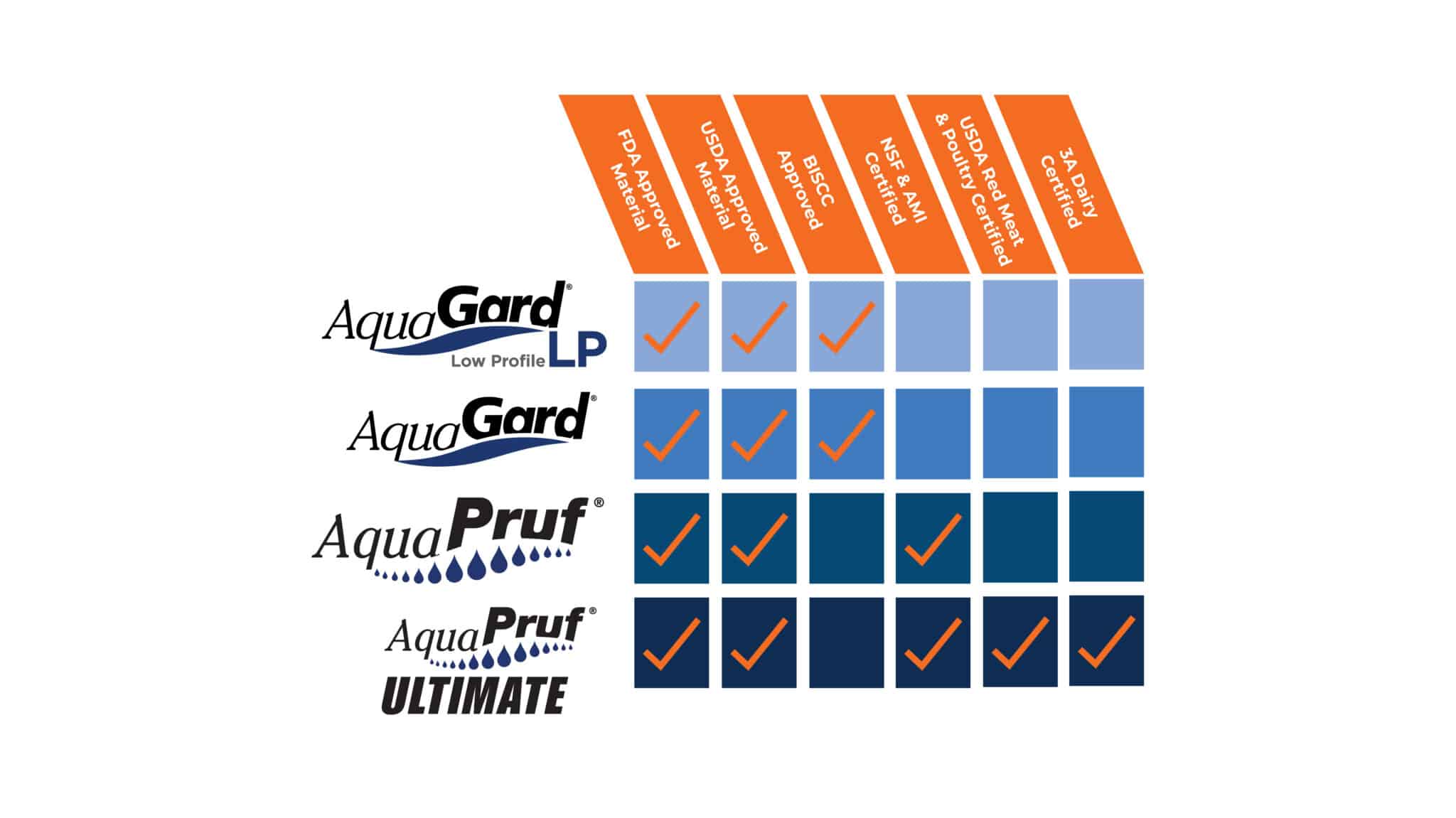
Dorner’s AquaPruf Ultimate is designed to meet the most stringent 3-A sanitary requirements for handling raw food and dairy products. This ready-to-eat system also features a quick-clean design with belt lifters, frame cutouts, and tool-less disassembly of workstations. These features help to cut down cleaning and line change over time, maximizing efficiency for this client’s operation.
SAFETY FEATURES

Safety is always a top priority. This conveyor system includes movable emergency stops that can be placed anywhere along the full length of the conveyor. Sanitary cable management loops are built into the base of the frame, keeping electrical components and wires aligned and out of the way. Additionally, hygienic guards are in place to eliminate potential pinch points, keeping staff safe while they work around the conveyor.
OUT-FEED

The conveyor system out-feed features a declining roller transfer, with adjustable guide rails to direct finished product into a bin or to the next step in production.
