- Products
- Solutions
- Applications
- Accumulation
- Controls Solutions
- Custom Systems
- Depositing & Rejects
- Elevations & Line Egress
- Indexing & Positioning
- Inspection & Testing
- Merge, Diverting and Sorting
- Product Flow & Control
- Product Handling
- Warehouse Automation
- Industrial Conveyor Systems
- Lean Manufacturing and Warehousing
- Inline Labeling and Printing Conveyors
- Engineered Solutions
- Applications
- Industries
- Parts & Services
- Distributors
- Resources
- About Us
- D-Tools
- Careers
- Chat Live
- Blog
- Literature & Manuals
- Products
- Solutions
- Applications
- Accumulation
- Controls Solutions
- Custom Systems
- Depositing & Rejects
- Elevations & Line Egress
- Indexing & Positioning
- Inspection & Testing
- Merge, Diverting and Sorting
- Product Flow & Control
- Product Handling
- Rotating Conveyors
- Industrial Conveyor Systems
- Warehouse Automation
- Lean Manufacturing and Warehousing
- Inline Labeling and Printing Conveyors
- Engineered Solutions
- Applications
- Industries
- Parts & Services
- Distributors
- Resources
- About Us
Pharmaceutical Conveyors
How Are Pharmaceutical Conveyors Used
During pharmaceutical production, conveyors are integral in safely transporting pharmaceuticals for manufacturing, packaging, and distribution.
A pharma conveyor belt must meet stringent sanitary requirements, typically set by governing bodies like the FDA, to ensure the safety of products within the facility. An ideal pharmaceutical belt conveyor will be easy to clean and help minimize cross-contamination of materials during transit from one area to another.
Dorner can provide conveyor solutions for pharmaceutical applications such as:
- Compressing pills
- High speed bottle filling
- Blister packaging
- Pill capping
- Off line inspections
- Sorting and grouping
- Product accumulation
- Rejecting and transfering
Contract packagers often fill different products on the same line. Preventing cross contamination between products and even batches is a requirement. Dorner offers the patented line of AquaPruf line of stainless steel conveyors when sanitary requirements are necessary.


Benefits of Dorner’s Pharmaceutical Industry Conveyors
In a facility that manufactures or packages pharmaceuticals or nutraceuticals, you need conveyors that are durable, reliable, and sterile. Dorner’s solutions are designed to meet the highest industry standards to ensure your production line runs smoothly and safely.
Our pharmaceutical line conveyors also offer the following benefits:
Accurate Placement
Make your operation more efficient and streamlined with conveyor accessories that allow for precise placement on the belt as products move down the line. Position your products accurately on the belt for optimal sortation, inspection, and packaging.
Highly Sanitary Conditions
We offer numerous sanitary conveyor system options for varying pharmaceutical applications. From FDA-approved conveyor belts for our 1100 series to the AquaPruf series conveyors, designed for efficient and thorough sanitation processes, Dorner can provide a custom pharmaceutical conveyor that meets your unique sanitary needs.
Standardized Production
In the pharmaceutical industry, every product must meet the same high standards. Ensure the same level of quality and safety with every product that passes through your line with a custom pharmaceutical belt conveyor from Dorner.
Custom Conveyor Systems for Pharmaceutical Applications:
Whether you need to transport vials, bottles, or pills throughout the plant, Dorner has a conveyor solution that will fit your specific needs. Our custom design team can find the perfect configuration for your application.
We’ve designed conveyor systems for operations large and small, so no matter what type of manufacturing or packaging you need to do, our team can create the ideal solution.
We were tasked with developing a safe transportation system for fragile medical devices that couldn’t be placed directly on a conventional belt. To accomplish this, we integrated pallet conveyors with our highly-adaptable FlexMove system, resulting in an optimized, secure method for transporting these delicate products with the utmost efficiency and stability.
We’ve also created custom solutions for prescription mailing services, which require precision and operator interaction. To accomplish this, we combined the FlexMove with our 2200 series conveyors to create a pharmaceutical tote conveyor system that facilitated the proper sortation and packaging of medications for distribution.

Dorner Pharmaceutical Conveyor Systems
When choosing a conveyor belt system for pharmaceutical applications, you need a reliable and efficient system to meet your exact needs. Our conveyor systems are designed to meet the highest industry standards while providing superior performance and accuracy.
The following systems are suited for various applications within the pharmaceutical production and distribution process.

Pharmaceutical Tote Conveyor Systems
Whether you need to transport vials, bottles, or pills throughout the plant, Dorner has a conveyor solution that will fit your specific needs. Our custom design team can find the perfect configuration for your application.
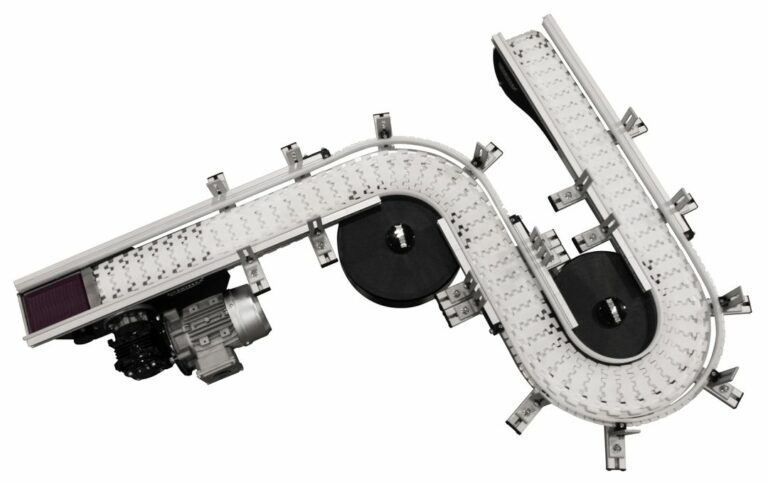
FlexMove Series Conveyors

Dorner’s FlexMove conveyors feature a low profile frame and innovative flexible chain belt capable of multiple curves and inclines on the same line. This system is our most customizable conveyor and is available in a wide range of configurations to meet the unique needs of your facility and product.
FlexMove conveyors are ideal for a wide variety of pharmaceutical applications including:
- Integration with robotics
- Accumulation and buffering
- Product indexing, sorting, and inspection
Make the most of your available space without detracting from productivity and efficiency levels with the FlexMove series.
Pallet Conveyors
Keep your products safe and secure as they move down the line with our pallet conveyor systems. Durable, stable pallets carry your products efficiently from station to station without jostling or damaging products during transportation.
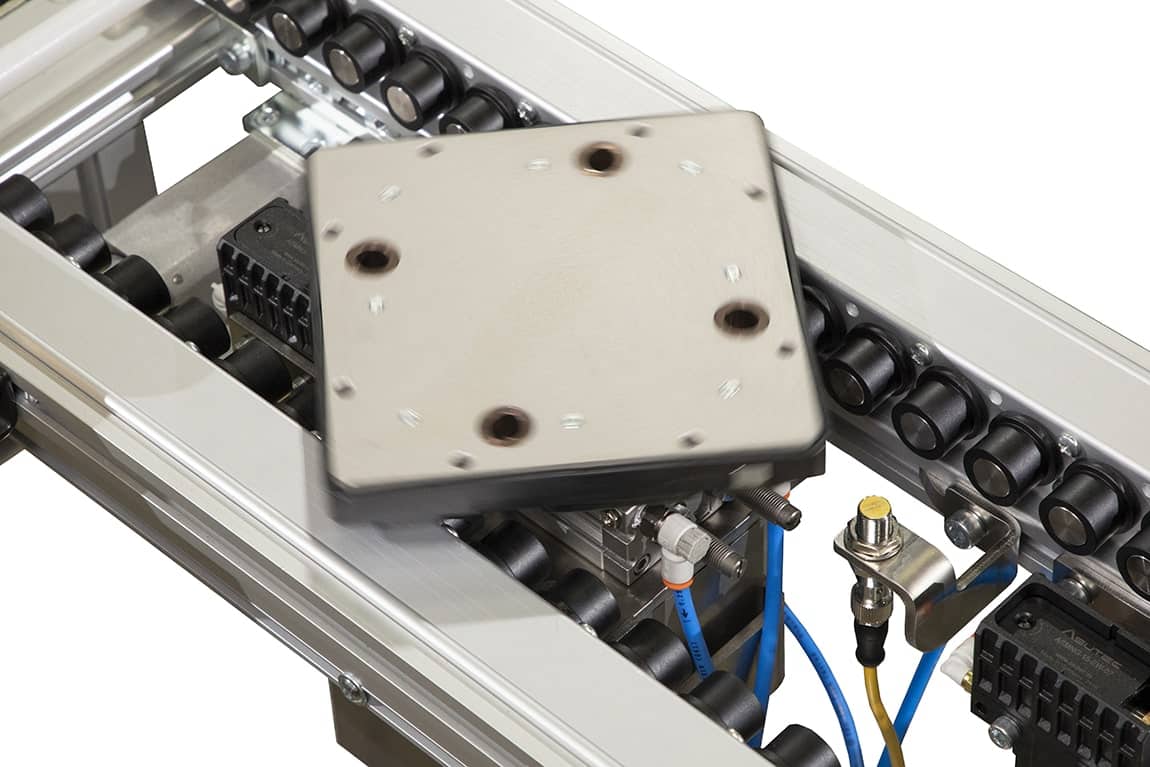

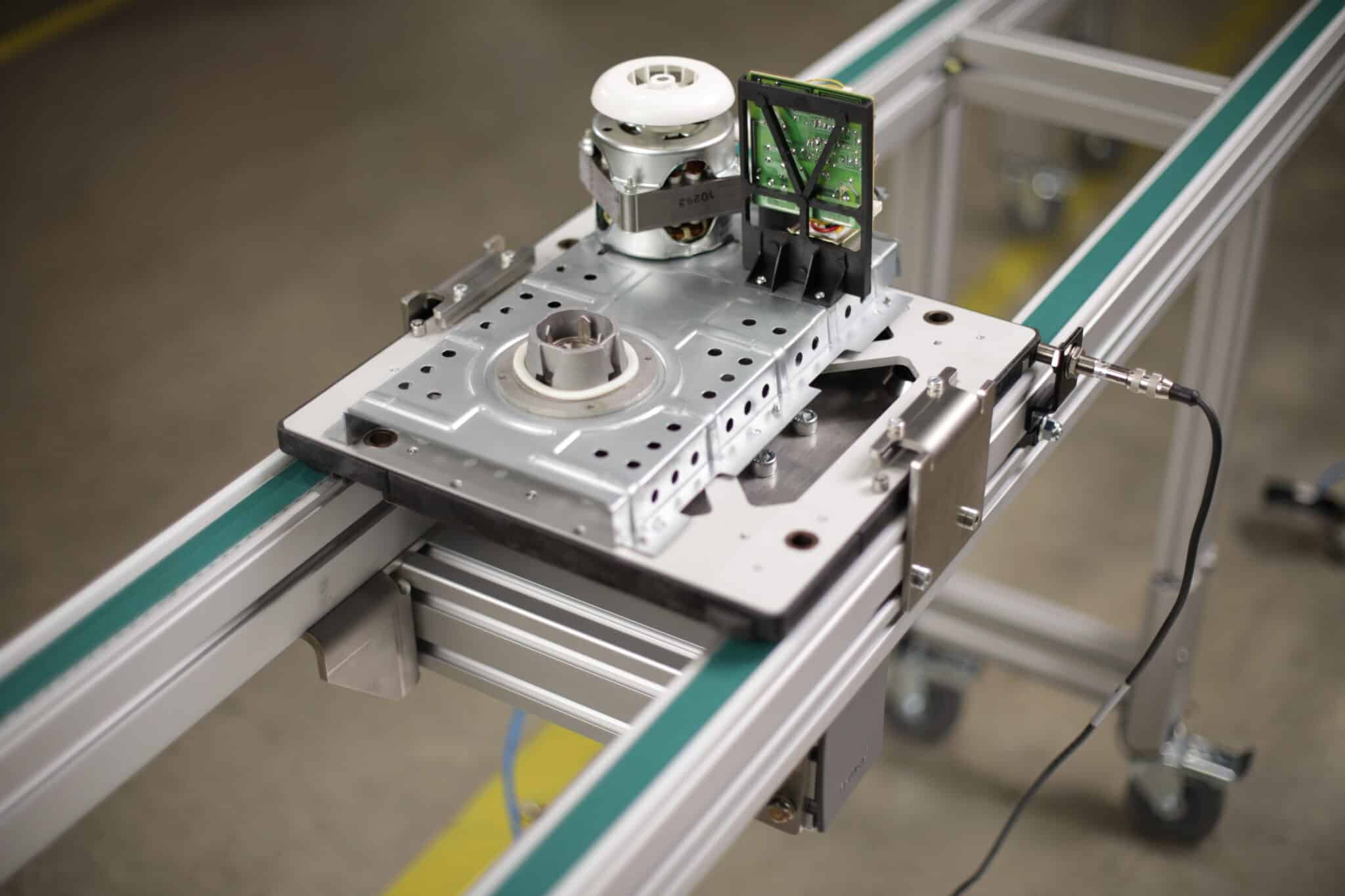
Precision Move Conveyors
Keep your products safe and secure as they move down the line with our pallet conveyor systems. Durable, stable pallets carry your products efficiently from station to station without jostling or damaging products during transportation.
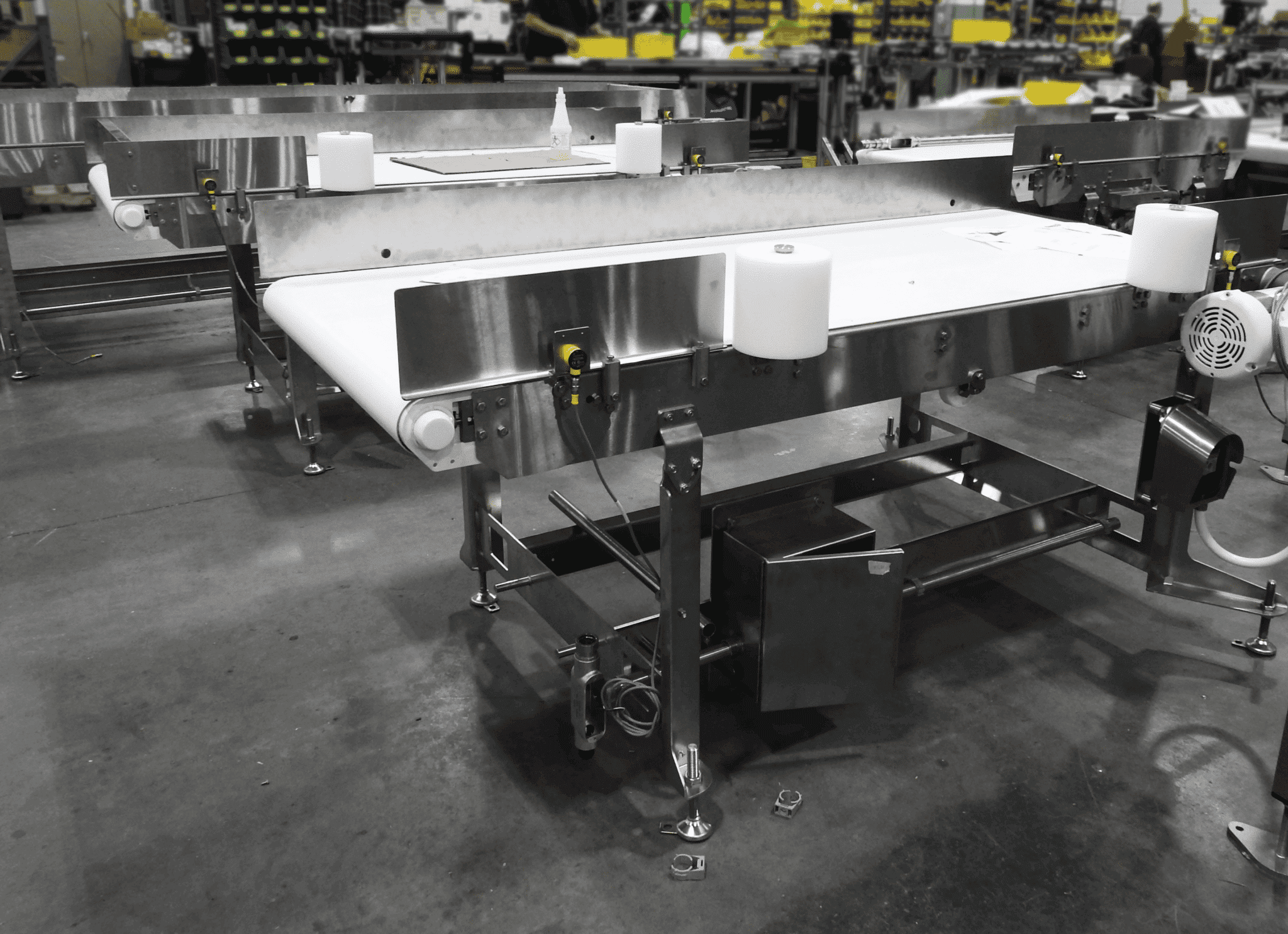
AquaPruf Sanitary Conveyors
In a sterile environment, preventing cross-contamination and ensuring each product meets high quality standards is critical. For sanitary applications, we’ve designed our AquaPruf conveyor systems with your sanitary needs in mind.
With multiple configurations and belt options available, the AquaPruf is great for almost any situation where sanitation is a must. The AquaPruf conveyors are designed to:
- Open completely for effective sanitation
- Be cleaned in under 5 minutes with one person, tool-less operation
- Withstand high-pressure (100-1,500 psi) spray downs
1100 Series Conveyors
With its miniature frame design, Dorner’s 1100 series line of aluminum frame conveyors are perfect for the small parts handling needs of the pharmaceutical industry. A frame height of ¾” on our 1100 series conveyor makes it one of the smallest frame heights on the market. Other features that make it perfect for industry needs include:
- 3 FDA approved belting options
- Clean Room Class 100 rated*
- Backlighting available for inspection and quality control
*To verify clean room requirements, an unloaded base conveyor was tested and did not generate particulate that would be beyond the specified standards. However, the verification does not provide assurance that any or all applications will meet this requirement. Application testing is recommended to ensure clean room standards are being met. Dorner takes no responsibility in the clean room performance of the final conveyor or application.

2200 Series Conveyors
Versatile and customizable, our low-profile 2200 series conveyors are suited for a variety of applications in the pharmaceutical industry, including:
- Small parts handling
- Precision positioning
- Accumulation
- Transfers
- Assembly
- Packaging
With options for a high speed nose bar, fabric and modular belts, guides, and more, the 2200 series is a great fit for handling pharmaceutical products, from blister packs to bottles.
3200 Series Conveyors
Designed for heavy-duty applications and suitable for long runs at high speeds, Dorner’s 3200 series offer a variety of features that make it perfect for the pharmaceutical industry. These include:
- High speeds up to 600 feet per minute
- Load capacity up to 1,000 lbs
- Options for Flat Belt End Drive, Cleated Belt End Drive, Center Drive, and iDrive® models
For maximum efficiency and minimal maintenance, 3200 series conveyors will provide consistent and reliable performance for your pharmaceutical production.


Garvey Pharmaceutical Conveyors
Designed to maximize throughput and efficiency, Garvey conveyors are designed to operate at high-speeds and increase cleanliness. From vial dryers and tray loaders to accumulation conveyors, Garvey’s solutions for the pharmaceutical industry can help you optimize your production process.
Enhance Your Manufacturing and Packaging Processes With a Pharmaceutical Conveyor Belt From Dorner
When you’re looking to simplify your pharmaceutical manufacturing and packaging processes, Dorner has the right conveyors to fit your needs.
We understand that transporting products in the pharmaceutical industry requires precision and control. That’s why we build our conveyors to work quickly and efficiently while still making sure your products reach the next part of the process unharmed.
So whether you need a sanitary conveyor to prevent cross-contamination between your products or a miniature frame conveyor to transport small products, Dorner has the right conveyor for you.
Pharmaceutical Conveyors From Dorner
FlexMove Conveyors
This flexible powered conveyor offers a flexible, high-performance conveying solution that is easy to configure and reconfigure. Suited for tight spaces, elevation needs, long lengths, and more, the FlexMove flexible conveyor belt system is a versatile option designed to help you maximize your efficiency.

1100 Miniature Belt Conveyors
- Small or light weight product movement
- Medical
- Pharmaceutical
- Life sciences
2200 Belted Conveyors
- Stronger, improved frame design
- New frame widths with single piece frame for widths 12″ and under
- Improved bedplate durability with hard anodized frame coating
- Universal T-slots fit industry standard hardware
- Updated drive and idler tails for easier belt install and shaft position change
- New 5/8″ high speed nosebar with speeds up to 200 fpm
- Adjustable guiding with new modern design and improved clamp method
- New guide accessories
- New belt options


2200 Modular Belt Conveyors
- Ladder-style, open frame construction for water and chemical drainage and air cooling.
- All belts fully contained in UHMW guiding for maintenance free tracking.
- Universal T-slot for ease and flexibility of adding accessories using industry available hardware.
- Additional frame widths and expanded guiding and chain options.
- Consolidated motor & control offerings.
ERT150 Pallet Systems
- Open-frame edge roller design
- No belt reduces product contact, debris, and jamming
- Durable, patent-pending linear gearbox design provides a robust and flexible method of driven rollers
- The drive shaft can be moved to any roller zone for easy reconfiguration
- Non-contact zone control provides simplified traffic control, eliminating costly pneumatic valves
- Low back pressure slip rollers can be used for full length with conventional pneumatic pallet stops
- ISO Class 4 verified for cleanrooms*

*To verify clean room requirements, an unloaded base conveyor was tested and did not generate particulate that would be beyond the specified standards. However, the verification does not provide assurance that any or all applications will meet this requirement. Application testing is recommended to ensure clean room standards are being met. Dorner takes no responsibility in the clean room performance of the final conveyor or application.

AquaGard LP Conveyors
- Quick five-minute belt change for increased uptime
- Compact and enclosed tensioning system providing smooth and snag-free cleaning
- 304 stainless steel frame, head and tail plates
- V-Groove frame with guided belt ensures accurate tracking
- Tip-up tails for access inside the conveyor for cleaning and maintenance
- Streamlined design fits where other conveyors do not
- Low-profile, operator safe design with no pinch points
- Small 1.25 in (32 mm) diameter rollers for transfer of small products
- A variety of FDA approved belting to meet application needs
AquaPruf Conveyors
- Tool-less disassembly. Cleaning prep in under a minute, complete disassembly in less than 3 minutes
- Optional frame cut-outs and belt lifters for continuous access to inside of the conveyor
- Tip-up tails allow for quick release of belt tension
- Continuous TIG-welded 304 stainless steel frame
- Spiral cam belt tensioning with patent pending thread-less design
- Patented sprocket alignment key
- Gearless, oil-free iDrive2 sanitary motorized roller

Dorner - Global Headquarters
975 Cottonwood Ave
Hartland, WI 53029, USA
(800) 397-8664 | (262) 367-7600
info@dorner.com
Dorner — Asia
Dorner (M) SDN. BHD.
128 Jalan Permatang Damar Laut, Bayan Lepas 11960
Penang, Malaysia
Dorner — Germany
Columbus McKinnon Industrial Products GmbH
Karl-Heinz-Beckurts-Straße 4
52428 Jülich, Germany
+49 (0) 2461/93767-0
info.europe@dorner.com
Dorner — France
8 rue des Frères Caudron
78140 Velizy-Villacoublay
France
+ 33 (0)1 84 73 24 27
info.france@dorner.com
Products
Industries
Quick Links
© 2026 Dorner Mfg. Corp. All Rights Reserved | Privacy Policy